Проект: Разработка ТП изготовления тормозной колодки для дисковых тормозов автомобиля из ПКМ.
Рынок: Автомобильная промышленность
Особенности выпускаемого продукта: Фрикционная накладка тормозной колодки для дисковых тормозов автомобиля изготавливается из термоустойчивого полимерного композиционного материала.
Финансовое резюме
Суть и эффективность проекта заключается в рациональной разработке ряда организационных мероприятий и правильном решении инженерных и экономических задач, при выполнении которых будет обеспечена максимальная производительность, наилучшее качество изделий, при минимальных экономических и энергетических затратах.
Разработка и производство тормозной колодки для дисковых тормозов автомобиля окупит себя в течение 1 — 2 лет.
Описание продукции
Выпускаемое нами изделие является важной деталью тормозной системы автомобиля. Данное изделие разработано на базе аналогичных изделий, но из более улучшенного по техническим параметрам материала. Этот материал существенно превосходит аналогичные материалы за счет своей термоустойчивости, а также высокой надежности и долговечности. Конструкция прошла комплекс физико-механических, термических и других испытаний по материалу конструкции и конструкции в целом, как методом неразрушающего контроля, так и прямым испытанием изделия и была одобрена для производства.
Для изготовления тормозной колодки необходимо наличие оборудования для термообработки и прессования, а также наличие пропиточной машины для получения препрега.
Основные трудности, возникающие при изготовлении тормозной колодки для дисковых тормозов автомобиля — это высокие требования к качеству перерабатываемого материала и его особые технологические свойства. Для гарантии соответствия продукции заданным характеристикам каждое изделие проходит контроль
План маркетинга
Маркетинг — это функция управления разработкой, производством и сбытом продукции с целью получения прибыли на основе комплексного учета процессов, происходящих на рынке.
Целевая рыночная позиция
Целевые рынки: проведя маркетинговые исследования, было выявлен один основной сегмент — автомобилестроение. В связи с широкой спецификацией возможно применение и в других областях машиностроения.
В данный момент наша продукция является крупносерийной, в связи с большим числом заказов.
Конкуренция: в связи с высоким уровнем конкуренциинаша продукция должна обладать рядом преимуществ по сравнению с другими аналогами.
Выбор целевой рыночной позиции
Наша позиция — сконцентрировать усилия в тех направлениях, где мы можем наибольшим образом реализовать свои возможности.
Стратегия маркетинга
— специализация, то есть концентрация усилий на решение проблем избранных групп заказчиков;
— выдвижение концепции нового товара;
— применение новейших, особенно гибких технологий;
интенсификация НИР.
Ценовая политика
Цена изделия назначается так, чтобы она покрывала все издержки по его производству, разработке, испытаниям, а также давала прибыль за приложенные усилия (как минимум перекрывала все валовые издержки), при этом не превышая цены на уже существующие разработки аналогичного назначения.
Организация сбыта
На нашем производстве организация сбыта осуществляется таким образом, чтобы как можно больше повысить портфель заказов, предлагая как можно больший перечень услуг. Производится изготовление изделий по предварительным заказам. Каждое изделие имеет сертификат соответствия.
Целевой производственный потенциал
Максимально возможный годовой объем выпуска — порядка 1000 деталей в год (увеличение годового объема возможно при увеличении заказов).
Ресурсы затраченные на наше производство, велики. В них входят: энергоресурсы, материальные, научно-исследовательские и трудовые ресурсы.
Производственная стратегия
Описание технологического процесса производства: см пункт 4. данной работы.
Качество и сертификация производства
Контроль качества при производстве тормозной колодки: см подпункт 4.2. данной работы.
Машины и оборудование
Производственное оборудование: пропиточная машина, пресс с электронагревом, механизированные нажницы.
Вспомогательное оборудование: токарный и фрезерный станок для механической обработки, оборудование для контроля качества изделия.
Материалы
Основные: базальтовая нить, полиимидное связующее марки
АПИ-3К;
Вспомогательные: ацетон, пленка полиэтиленовая, смазка К-21, циклопентадиен, фуриловый спирт.
Производственные площади и помещения
Цех по производству препрега имеет площадь 650 м2 и включает в себя:
склады — исходных материалов, отходов, готовой продукции;
участки — пропитки, раскроя.
Цех по производству тормозных колодок имеет площадь 650 м2 и включает в себя: участки — сборки пакета заготовок, прессования, термообработки, механообработки, пристройку для бытовых и конторских нужд.
Испытательная лаборатория имеет площадь 35 м2, исследовательская лаборатория — 30 м2.
Земля и инфраструктура
Описание расположения предприятия: наш завод находится в пределах города Москвы и занимает сравнительно небольшую территорию.
Транспортная сеть: вблизи с территорией завода проходит шоссе Энтузиастов. Рядом расположены железнодорожные пути казанского направления. На территории предприятия все цеха и лаборатории имеют асфальтированные подъезды.
Система связи: у завода есть прямой выход на московскую АТС, а также есть внутренняя АТС.
Техническое обслуживание и текущий ремонт: непосредственный мелкий ремонт ведется на месте в цеху. В случае крупных неполадок ремонтируется специалистами либо на месте, либо в ремонтном цеху на территории завода.
Финансовый план
Финансовый план представлен в таблицах, сделанных на ПК с помощью Excel и представленных ниже.
Источник
Многие не задумываются о том, какое значение в безопасности движения имеют тормозные колодки. Зачастую при ТО мы пытаемся сэкономить, и вместо рекомендованного производителем «оригинала» выбираем неоригинальные колодки известных марок – поставщиков для разных конвейеров, либо что-нибудь еще попроще.
Действительно, зачем переплачивать, особенно, если вы ездите аккуратно? А если что-то случится, например, экстренное торможение, окончившееся в бампере впереди идущего авто, то винить вы, скорее всего, будете не колодки, а самого себя. Даже если причина, на самом деле, в плохих колодках.
Вместе с тем, даже покупка колодок с известным брендом на этикетке не гарантирует высоких и стабильных характеристик. Процент подделок на этом рынке очень высок, и купить «левак» можно на любой популярной интернет-площадке и в практически любом магазине автозапчастей.
Впрочем, о подделках мы поговорим в другой раз, а сегодня я предлагаю перенестись на производство и посмотреть, как в России делают тормозные колодки. Специально для этого я отправился в город Тверь, где в промзоне на окраине расположен небольшой «колодочный» завод.
О производстве тормозных колодок
История этого производства началась в 2011 году, когда один из европейских «автокомпонентных» брендов решил открыть в России завод по производству тормозных колодок для поставки на конвейеры автозаводов, выпускающих автомобили иностранных марок. Таким образом, производители могли бы увеличить процент локализации своих автомобилей в том числе за счет колодок.
Производство было спроектировано европейскими специалистами. Был осуществлен подбор оборудования, разработана оптимальная рецептура фрикционных смесей.
Продукция перемещается по технологической цепочке на тележках как в супермаркете. В условиях небольшого производства это оказалось очень удобно. Такое вот ноу-хау!
Кризис внес свои коррективы – долгожданных заказов от автозаводов не последовало, и вскоре доля иностранцев в бизнесе была выкуплена российскими партнерами. В 2014 году началась история торговой марки Kotl, работающей на вторичный рынок. Сегодня мощность производства составляет 500 000 комплектов колодок в год, на заводе работает 58 сотрудников. Номенклатура составляет 225 наименований колодок, преимущественно, для иномарок.
Теперь пройдемся по технологической цепочке.
Каркас колодки
Тормозная колодка состоит из металлического каркаса и приформованной к ней фрикционной части. Соответственно, первый этап – это изготовление каркаса.
Процесс вырубки и механической обработки каркасов
Большую часть из используемых каркасов делают тут же, на заводе. При помощью вырубных штампов, механических и гидравлических прессов из листового металлопроката производства НЛМК формируется сам каркас, а также соответствующие элементы к нему — пазы для крепления аксессуаров, отверстия для электрических датчиков и так далее.
От листа металла — до заготовки каркаса
Часть каркасов закупается на стороне – в основном, это каркасы для отечественных автомобилей, которые широко распространены, что позволяет сэкономить на штампах, которые, к слову, на заводе изготавливают самостоятельно, используя в том числе электроэрозионные и фрезерные станки с ЧПУ.
Изготовление оснастки и пресс-формы
Часть «сторонних» каркасов выполнена методом лазерной резки.
Фрикционная смесь
Основная задача для производителя колодок для массовых автомобилей – это сохранение стабильности коэффициента трения, независимо от степени нагрева колодок.
Оптимальным показателем КТ является диапазон от 0.35 до 0.45. Многие производители, в том числе, KOTL, маркируют свои колодки по системе SAE двухбуквенным индексом. Например, FF означает что указанный выше диапазон коэффициента трения сохраняется и при холодной колодке, и на средней нагретости, и на горячей. Некоторые компании проводят испытания самостоятельно, в данном случае, испытания по температурным диапазонам проводятся в НАМИ в рамках сертификации продукции.
Применяемые фрикционные смеси относятся к классу низкометаллических. Состав смеси, соотношение компонентов, и, самое главное, режим прессования – все это напрямую влияет на характеристики, поэтому именно здесь и скрыта важная часть ноу-хау компании.
Фрикционная смесь – это микс из модификаторов трения, структуро-образующих веществ и наполнителей. Когда-то в качестве матрице-образующего материала широко применялся асбест, обладающий очень хорошими характеристиками стабильности и теплоотвода, но позже он был признан канцерогеном, и его использование во фрикционной промышленности было прекращено.
Вместо асбеста сегодня для создания матрицы используются различные синтетические волокна – арамидные, полиакрилатнитридные. Технологи KOTL для своих смесей выбрали более дорогой, но оптимальный с точки зрения свойств материал – оригинальный кевлар, производимый американской компанией Dupont. На вопрос, почему кевлар – не российского производства, руководители пожимают плечами, мол, весь российский кевлар идет на производство бронежилетов, и все, что доступно на рынке – измельченный «вторичный» кевлар, получаемый из содержимого списанных бронежилетов. По свойствам такой материал серьезно уступает «первичному» кевлару, зато дает право производителю гордо написать «кевлар» в рекламе.
Кевлар, металлошерсть, пыль трения и готовая фрикционная смесь
Кевлар организует структурную матрицу. В качестве наполнителей используются различные бариты и мелы. В состав смеси также входят модификаторы трения. Например, медный порошок предназначен для лучшего теплоотвода и стабилизации трения. Еще один важный компонент – так называемая пыль трения, представляющая собой измельчённую скорлупу орехов кешью. Этот продукт используется фрикционщиками испокон веков, производят пыль трения в Индии.
Также в состав смеси входит металлошерсть — рубленое металлическое волокно. В России данный продукт в хорошем качестве не производится, и его поставляют из Китая (где его делают из российской проволоки). Крупнейшее европейское производство металлошерсти расположено в Боснии.
Кроме кевлара, металлошерсти и пыли трения, все остальные компоненты фрикционной смеси (графит, сера, силикат циркония, барит и т.д.) производятся в России.
Формирование смеси происходит в специальном миксере
Компоненты смеси смешиваются в определенной пропорции (согласно технологической карте) в специальном миксере по особой программе. После этого смесь выстаивается, и попадает в цех прессования.
Прессование
Этот этап начинается с предпроизводственной подготовки ранее изготовленных каркасов. Они подвергаются машинной дробеструйной очистке – удаляются окалины, окислы и заусенцы.
Дробеструйная установка
Формируется поверхность для максимальной адгезивности.
Каркасы до и после дробеструйной обработки
Далее на каркас наносится термостабилизационный клей (российского производства). Подготовленные таким образом каркасы поступают на участок прессования, где смесь соединяется с каркасом.
Смесь засыпается в изготовленные в слесарном цеху специальные пресс-формы (уникальные для каждой модели колодок), после чего сверху устанавливается каркас и пресс начинает свою работу.
Горячее формование
Прессование выполняется «горячим» методом, для того чтобы уже на первом этапе сформировалась структура смеси, вышли первоначальные газы, обусловленные присутствием в составе фенольной смолы. В процессе происходит несколько «подпрессовок», несколько «прогазовок». При помощи пирометров контролируется температура. Также под контролем находится высота, чтобы не было недо- или перепрессовок. Управляемая компьютером программа прессования, соответствующая конкретной технологической карте – еще одно ноу-хау компании.
После прессования колодки попадают на участок термостабилизации.
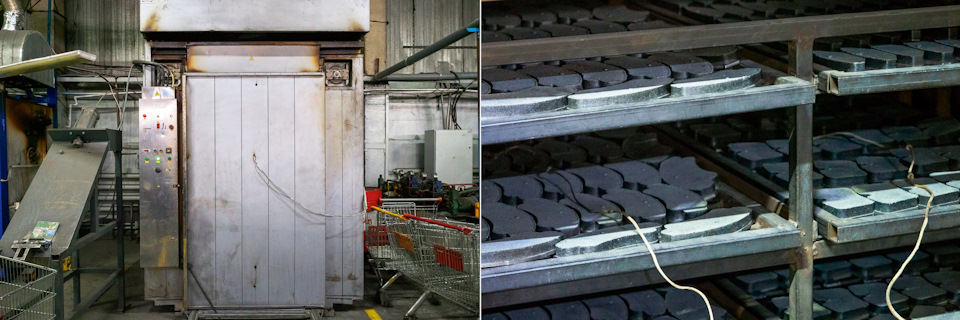
Термостабилизация
Программа термостабилизации – это чередование режимов нагрева и остывания. Процесс происходит в специальной печи и занимает от 8 до 12 часов, в зависимости от типа колодки и ее назначения. Например, колодки для коммерческого транспорта «прожигаются» дольше, и при более высокой температуре. Печь работает в автоматическом режиме по технологической карте.
Печь для термостабилизации
Необходимая температура выдерживается при помощи термодатчиков, расположенных в четырех рабочих зонах. В случае выхода показателей за пределы нормы, печь автоматически отключается, отправляя соответствующий сигнал в управляющую систему. Все параметры и логи процессов сохраняются в облачной системе, к которой инженеры и руководители производства имеют удаленный доступ.
В процессе термостабилизации происходит окончательное спекание смол и формирование структуры колодки. После этого колодки будут практически готовы к использованию – для их приработки будет достаточно 20-30 обычных торможений.
Производственники особенно подчеркивают, что высокие характеристики достигаются без использования так называемого «скорчинга» — «ударного» нагрева контактной части колодки до 650-700 градусов Цельсия. С точки зрения тверских инженеров, этот «стрессовый» процесс не идет на пользу материалу колодок, в отличие от другой, также используемой на производстве, технологии – аналога разработки COTEC от TRW.
Специальное покрытие, нанесенное на рабочую поверхность, позволяет добиться максимального коэффициента трения с первого нажатия педали тормоза. Из-за высокой стоимости данное покрытие применяется только на «премиальных» колодках (отличить их легко по цветному покрытию рабочей поверхности колодки).
Колодки со специальным покрытием не требуют приработки и эффективны с первого нажатия на педаль.
Но не будем отходить от темы, ведь нас ждет следующий этап жизненного цикла тормозной колодки – механическая обработка.
Механическая обработка
На данном этапе происходит окончательное формирование размера колодки по ее габариту, рекомендованному производителем тормозной системы либо автомобиля, придание ей необходимого внешнего вида, формирование пропилов (для отвода «мусора») или скосов (для лучшей притирки и снижения шумовой нагрузки).
После этого колодки направляются на покраску.
Покраска
На данном этапе на колодки наносится антикоррозионное покрытие методом порошкового напыления полимерной краски в туннельной печи конвейерного типа.
Процесс практически полностью автоматизирован, благодаря чему достигается высокое качество покраски. Процесс прохождения конвейера занимает около 45 минут. После этого мы получаем практически готовый продукт – осталось установить аксессуары и нанести маркировку.
На каждом этапе осуществляется визуальный контроль качества.
Комплектация
На финальном этапе происходит маркировка колодок и установка аксессуаров – датчиков износа (механических или электрических), пружинки, противошумные пластины. Поставщиком аксессуаров выступает итальянская компания Daico – китайские комплектующие имеют нестабильное качество, а в России производятся лишь самые простые виды «навески».
Примечательно, что маркировка на колодке позволяет проследить весь ее путь по производству – не только конкретную технологическую карту, но и логи производимых процессов по данной партии.
Колодки закатываются в термовакуумную пленку, после чего упаковываются в коробки. Коробки отправляются на склад, а оттуда – к потребителям, но лишь после того, как образцы партии пройдут тестирование.
Тестирование
Образцы каждой партии колодок направляются в собственную технологическую лабораторию на тестирование по ряду показателей.
Проводятся тесты колодок на отрыв, сжимаемость, изменение толщины в зависимости от температуры, коэффициент трения при различной температуре. Лишь после успешного прохождения всех тестов партия колодок готова к отгрузке.
Источник
Как выглядит производство тормозных колодок
5 (100%) 2 голос[а]
Источник
09.06.2017
Политика производственного импортозамещения продолжается который год, однако основные успехи пока достигаются лишь на пищевом рынке. А вот производственная сфера развивается медленно, компонентная — еще и неохотно. Представители западных компаний, хотя и постепенно внедряются в производство, регулярно жалуются на отсутствие то условий, то нужного отечественного сырья. Могло бы показаться, что так у нас везде, однако компания «МарКон», например, с 1991 года занимается производством тормозных колодок в России. О том, почему отечественному производителю ничего не мешает, рассказал генеральный директор ООО «Завод Маркон» Сергей Чумаков (на фото вверху).
— Вы выпускаете тормозные колодки с 1991 года. Почему выбор пал именно на колодки, а не на амортизаторы, например, или другие востребованные компоненты?
— В 1989 году ко мне подошел товарищ, показал колодку с наклепанным куском резины от старой транспортерной ленты и спросил: «Как ты думаешь, будет тормозить? Вот, купил на свой мерседес…» С этого все и началось. Отечественным производителям дисковых тормозных колодок в «свободные 90-е» нечего было предложить владельцам подержанных иномарок. И эта ниша запчастей на рынке с каждым годом только увеличивалась. Я рассудил так: колодка — конструкция примитивная, и независимо от того, для жигулей или для мерседеса она сделана, материалы на нее идут в принципе одни и те же. И рискнул начать производство тормозных колодок практически с нуля. На тот момент у меня уже был опыт инженера, производственника, управленца. А еще было давнее желание создать свой бизнес.
Покрасочная линия
— Вы сразу отдали приоритет иномаркам или работа с отечественными машинами тоже ведется?
— На момент вступления в рынок в стране было пять заводов, которые умели выпускать всего шесть видов дисковых колодок, зато в больших количествах. Это было напрямую связано с неизменной конструкцией тормозных узлов на российских автомобилях. Ни одно предприятие не было в состоянии оперативно отреагировать на потребность рынка и начать выпускать огромный ассортимент иномарочных колодок малыми партиями. На это и была сделана ставка. «МарКон» в первые три года наладил выпуск колодок на самые популярные тогда иномарки: Toyota Corolla, Volkswagen Passat, Mercedes W124, Audi 80, Opel Astra и другие. За первые 10 лет мы увеличили ассортимент до 110 наименований, а за 25 лет освоили уже более 400 типов колодок. Колодки на отечественные авто мы начали выпускать гораздо позже, когда задались целью поставлять продукцию на автосборочные конвейеры.
— Вы работаете только для вторичного сегмента или есть договора с кем-то из производителей в России?
— Изначально мы делали колодки для вторичного рынка. Но перед нами всегда стояла цель: выпускать продукцию в качестве ОЕ — Original equipment. Наши колодки успешно прошли ходовые и стендовые испытания на всех автосборочных конвейерах, и с 2001 по 2013 год мы были поставщиками конвейеров АвтоВАЗа, УАЗа, ЗИЛа, «ИжАвто» и «Русской механики». В настоящее время являемся поставщиками таких производителей, как АМО ЗИЛ, «Русская механика» и «Коммерческие автомобили — Группа ГАЗ».
Безынерционные испытательные стенды БИНС-1 (слева) и БИНС-2
— Насколько сложно было работать на начальном этапе? Какие трудности были с отладкой производства, со сбытом, с конкурентами, с браком?
— Начальный этап был безумно сложным. Предприятие строилось и развивалось практически на энтузиазме и профессионализме его первых сотрудников. Была только идея, к которой нужно было приложить и производственные площади, и оборудование, и персонал, и рынок сбыта. Но главное — деньги. Чтобы открыть счет в банке, мне пришлось заложить в ломбарде некоторые личные вещи. Кредиты брали у частных лиц под 180%. Оборудование арендовали на действующих заводах Ярославля, сборка и упаковка производилась в гараже. Брака не было.
Готовые колодки я по выходным сам отвозил в Москву, развозил там по рынкам и ларькам, собирал отзывы, изучал спрос, попутно сам же и испытывал их на трассе, проделывая 25 торможений каждые 45 секунд со скорости 100 км/ч. За качество своей продукции буквально отвечал головой. Конкурентами «МарКона» на рынке в то время были ведущие мировые производители с многолетней безупречной репутацией: Lucas, Ferodo и ATE. Но у нас были свои преимущества: наличие на складе, скорость доставки и, конечно, цена.
Прессформы и пресс
— Производственное оборудование и сырье — это все импортное или есть что-то отечественное? Какова приблизительная доля локализации вашей продукции?
— В начале 90-х свой первый цех на арендованной площади мы оснащали, как могли: смесь делали в бетономешалке, для вулканизации купили хлебопекарную печь. Прессы для формования искали по всей стране: из трех списанных собирали один действующий. Сырье закупалось только отечественное.
Сейчас ситуация другая: смесители — немецкие, печи — итальянские, станки — канадские. Но прессы и еще довольно много различного оборудования разработано и изготовлено для нас под заказ на предприятиях России. Оснастка — вообще вся отечественная. Из сырья за границей приходится закупать сурьму и арамидное волокно. Долю локализации импорта мы оцениваем в 30%.
— Какие годы были для вас самыми успешными и с чем вы это связываете?
— Самыми интересными в плане реализации идей, инженерных знаний, накопления опыта, налаживания торговой сети, конечно, были первые годы становления производства. В начале 2000-х автомобильный рынок показывал рост 10% в год. Мы же тогда росли на 25-30% ежегодно! Самым удивительным годом стал кризисный 2008-й. Наши дилеры, спасая свои деньги, выкупили у нас все складские запасы. А мы благодаря этому за год погасили пятилетний кредит на приобретение основного производственного корпуса.
— Сейчас идет третий год кризиса. Насколько сильно он сказался на вашей деятельности? Какие меры вы приняли, чтобы минимизировать его последствия?
— Наше предприятие вообще выросло не «благодаря», а «вопреки», поэтому для «МарКона» этот кризис не опаснее других. Изменение экономической ситуации в стране отразилось прежде всего на тех предприятиях, которые работали на заемные средства, — вот им действительно тяжело пришлось. А «МарКон» использует собственные средства и рассчитывает всегда только на свои силы и ресурсы, поэтому от каких-то внешних факторов особо не зависит.
— Есть ли в ваших планах выход на производство других товарных групп?
— Производство дисковых тормозных колодок весьма специфично: и по сырью, и по оснастке, и по оборудованию, и по испытаниям. Готовая продукция требует обязательной сертификации. Встроить в существующее производство какое-то другое изделие, даже, например, барабанные тормозные колодки, практически невозможно. Правильнее делать то, что умеешь делать хорошо, и стремиться это делать лучше других.
Печь для вулканизации
— Насколько сильна конкуренция сегодня? Чем вы переманиваете покупателей у именитых западных компаний?
— Конкуренция на рынке тормозных колодок и сильна, и велика. По-прежнему представлены самые авторитетные производители — Brembo, ATE, Ferodo, и есть еще более двух десятков известных европейских и азиатских фирм, предлагающих стабильное заводское качество. Все участники этого рынка, и мы в их числе, четко дифференцированы по ценовым нишам. При этом на рынке ежегодно появляются и исчезают все новые и новые имена из Китая с «акционной» политикой цен, и многие — без гарантии качества.
Для «МарКона», например, мелкие компании, которые завозят из Китая колодки сомнительного качества и продают их по бросовым ценам, не являются конкурентами. Но их деятельность мы расцениваем как нанесение вреда конечным потребителям, которые доверяют свою безопасность непрофессионалам, тратя свои кровные деньги на хлам, который и сертификацию-то редко проходит. Такие компании преследуют только одну цель — быстро «обернуть» деньги, не принимая во внимание самое главное: от того, что установит человек в свой автомобиль, напрямую зависит его жизнь. Поэтому беспокойство вызывает только будущее покупателей таких «колодок», а сами эти мелкие импортеры свое будущее себе уже выбрали.
Если говорить о здоровой конкуренции, то даже на таком плотном рынке можно получить преимущество — грамотно мониторя мировую автоиндустрию, первыми выпускать колодки на самые новые модели авто. Наш завод уже 25 лет поддерживает именно такой путь развития. К сожалению, у нас нет конкурентов среди российских производителей. Все существующие в России заводы выпускают свой небольшой узконаправленный ассортимент колодок.
Технологический контроль
— Какие у вас планы на среднесрочную перспективу: расширение ассортимента, выход на другие рынки, работа с автопроизводителями, усиление маркетинга и пиара?
— Мировые автопроизводители ежегодно обновляют свой модельный ряд автомобилей, и мы за всеми этими обновлениями должны успевать, осваивая ежегодно от 15 до 40 новых типов колодок.
У нас сложилась надежная дилерская сеть в России и Казахстане. Сейчас мы выходим на другие рынки Таможенного союза и уже поставляем колодки в Армению, Грузию, Азербайджан.
Компания «МарКон» также планирует продолжать участвовать в тендерах автопроизводителей России, укреплять существующие партнерские связи, поддерживать свое доброе имя стабильно высоким качеством выпускаемых тормозных колодок.
Илья Огородников, журнал «ДВИЖОК», июнь 2017 #53
Источник
Новости рынка готового бизнеса: продается крупнейшее в России производство дисковых тормозных колодок
Ярославское предприятие ЗАО «МарКон», выпускающее тормозные колодки для отечественных и иностранных автомобилей и осуществляющее поставки по всей России и странам СНГ, оценивается экспертами в 100 млн рублей.
Эксклюзивным брокером по продаже готового бизнеса выступает компания, лидирующая на рынке купли-продажи готового бизнеса, «Альтера Инвест».
Объект готового бизнеса, компания «МарКон», специализируется на производстве тормозных колодок для автомобилей российских, европейских, американских, японских, корейских и китайских автомобилей. При этом данный готовый бизнес регулярно расширяет свое производство, и на сегодняшний день производит более 400 видов колодок. В стоимость бизнеса, 23 года успешно работающего на авторынке, входит помещение 4300 кв.м. с земельным участком, находящиеся в собственности, станки и оборудование, оборотные средства, транспортные средства и нематериальные активы.
Особенности предложения по продаже бизнеса
ЗАО «МарКон» является неоднократным победителем тендеров и имеет свыше 140 потребителей. «МарКон» является поставщиком на конвейера АвтоВАЗ, ЗИЛ, УАЗ. Также около 30% дисковых тормозных колодок продается под брендами известных торговых фирм, таких как ООО «ВПМавто», ООО «Коммерческие автомобили — Группа ГАЗ», ЗАО «Производственное объединение «Трек», ЗАО «Лада-Имидж» и прочие.
Имеющиеся производственные мощности по выпуску ДТК используются на 60-70%. Существуют техническая возможность для дальнейшего пополнения ассортимента и увеличения выпуска ДТК, — комментирует генеральный директор бизнес-брокерской компании «Альтера Инвест» Максим Новицкий. — Кроме того, на предприятие установлено лучшее производственное оборудование, выпуск ДТК осуществляется без применения асбеста и является экологически чистым.
Экономическая эффективность и выгода от инвестирования в данный объект готового бизнеса обусловлена локализацией производства рынка автомобилей и запчастей именно на территории России. Можно заключить — данный готовый бизнес имеет огромные перспективы.
Источник
Производство российских компонентов: прийти к успеху с нуля все-таки можно
Производство российских компонентов: прийти к успеху с нуля все-таки можно
— В 1989 году ко мне подошел товарищ, показал колодку с наклепанным куском резины от старой транспортерной ленты и спросил: «Как ты думаешь, будет тормозить? Вот, купил на свой мерседес…» С этого все и началось. Отечественным производителям дисковых тормозных колодок в «свободные 90-е» нечего было предложить владельцам подержанных иномарок. И эта ниша запчастей на рынке с каждым годом только увеличивалась. Я рассудил так: колодка — конструкция примитивная, и независимо от того, для жигулей или для мерседеса она сделана, материалы на нее идут в принципе одни и те же. И рискнул начать производство тормозных колодок практически с нуля. На тот момент у меня уже был опыт инженера, производственника, управленца. А еще было давнее желание создать свой бизнес.

— Вы сразу отдали приоритет иномаркам или работа с отечественными машинами тоже ведется?
— На момент вступления в рынок в стране было пять заводов, которые умели выпускать всего шесть видов дисковых колодок, зато в больших количествах. Это было напрямую связано с неизменной конструкцией тормозных узлов на российских автомобилях. Ни одно предприятие не было в состоянии оперативно отреагировать на потребность рынка и начать выпускать огромный ассортимент иномарочных колодок малыми партиями. На это и была сделана ставка. «МарКон» в первые три года наладил выпуск колодок на самые популярные тогда иномарки: Toyota Corolla, Volkswagen Passat, Mercedes W124, Audi 80, Opel Astra и другие. За первые 10 лет мы увеличили ассортимент до 110 наименований, а за 25 лет освоили уже более 400 типов колодок. Колодки на отечественные авто мы начали выпускать гораздо позже, когда задались целью поставлять продукцию на автосборочные конвейеры.
— Вы работаете только для вторичного сегмента или есть договора с кем-то из производителей в России?
— Изначально мы делали колодки для вторичного рынка. Но перед нами всегда стояла цель: выпускать продукцию в качестве ОЕ — Original equipment. Наши колодки успешно прошли ходовые и стендовые испытания на всех автосборочных конвейерах, и с 2001 по 2013 год мы были поставщиками конвейеров АвтоВАЗа, УАЗа, ЗИЛа, «ИжАвто» и «Русской механики». В настоящее время являемся поставщиками таких производителей, как АМО ЗИЛ, «Русская механика» и «Коммерческие автомобили — Группа ГАЗ».


Безынерционные испытательные стенды БИНС-1 (слева) и БИНС-2
— Насколько сложно было работать на начальном этапе? Какие трудности были с отладкой производства, со сбытом, с конкурентами, с браком?
— Начальный этап был безумно сложным. Предприятие строилось и развивалось практически на энтузиазме и профессионализме его первых сотрудников. Была только идея, к которой нужно было приложить и производственные площади, и оборудование, и персонал, и рынок сбыта. Но главное — деньги. Чтобы открыть счет в банке, мне пришлось заложить в ломбарде некоторые личные вещи. Кредиты брали у частных лиц под 180%. Оборудование арендовали на действующих заводах Ярославля, сборка и упаковка производилась в гараже. Брака не было.
Готовые колодки я по выходным сам отвозил в Москву, развозил там по рынкам и ларькам, собирал отзывы, изучал спрос, попутно сам же и испытывал их на трассе, проделывая 25 торможений каждые 45 секунд со скорости 100 км/ч. За качество своей продукции буквально отвечал головой. Конкурентами «МарКона» на рынке в то время были ведущие мировые производители с многолетней безупречной репутацией: Lucas, Ferodo и ATE. Но у нас были свои преимущества: наличие на складе, скорость доставки и, конечно, цена.


— Производственное оборудование и сырье — это все импортное или есть что-то отечественное? Какова приблизительная доля локализации вашей продукции?
— В начале 90-х свой первый цех на арендованной площади мы оснащали, как могли: смесь делали в бетономешалке, для вулканизации купили хлебопекарную печь. Прессы для формования искали по всей стране: из трех списанных собирали один действующий. Сырье закупалось только отечественное.
Сейчас ситуация другая: смесители — немецкие, печи — итальянские, станки — канадские. Но прессы и еще довольно много различного оборудования разработано и изготовлено для нас под заказ на предприятиях России. Оснастка — вообще вся отечественная. Из сырья за границей приходится закупать сурьму и арамидное волокно. Долю локализации импорта мы оцениваем в 30%.
— Какие годы были для вас самыми успешными и с чем вы это связываете?
— Самыми интересными в плане реализации идей, инженерных знаний, накопления опыта, налаживания торговой сети, конечно, были первые годы становления производства. В начале 2000-х автомобильный рынок показывал рост 10% в год. Мы же тогда росли на 25-30% ежегодно! Самым удивительным годом стал кризисный 2008-й. Наши дилеры, спасая свои деньги, выкупили у нас все складские запасы. А мы благодаря этому за год погасили пятилетний кредит на приобретение основного производственного корпуса.

— Сейчас идет третий год кризиса. Насколько сильно он сказался на вашей деятельности? Какие меры вы приняли, чтобы минимизировать его последствия?
— Наше предприятие вообще выросло не «благодаря», а «вопреки», поэтому для «МарКона» этот кризис не опаснее других. Изменение экономической ситуации в стране отразилось прежде всего на тех предприятиях, которые работали на заемные средства, — вот им действительно тяжело пришлось. А «МарКон» использует собственные средства и рассчитывает всегда только на свои силы и ресурсы, поэтому от каких-то внешних факторов особо не зависит.
— Есть ли в ваших планах выход на производство других товарных групп?
— Производство дисковых тормозных колодок весьма специфично: и по сырью, и по оснастке, и по оборудованию, и по испытаниям. Готовая продукция требует обязательной сертификации. Встроить в существующее производство какое-то другое изделие, даже, например, барабанные тормозные колодки, практически невозможно. Правильнее делать то, что умеешь делать хорошо, и стремиться это делать лучше других.

— Насколько сильна конкуренция сегодня? Чем вы переманиваете покупателей у именитых западных компаний?
— Конкуренция на рынке тормозных колодок и сильна, и велика. По-прежнему представлены самые авторитетные производители — Brembo, ATE, Ferodo, и есть еще более двух десятков известных европейских и азиатских фирм, предлагающих стабильное заводское качество. Все участники этого рынка, и мы в их числе, четко дифференцированы по ценовым нишам. При этом на рынке ежегодно появляются и исчезают все новые и новые имена из Китая с «акционной» политикой цен, и многие — без гарантии качества.
Если говорить о здоровой конкуренции, то даже на таком плотном рынке можно получить преимущество — грамотно мониторя мировую автоиндустрию, первыми выпускать колодки на самые новые модели авто. Наш завод уже 25 лет поддерживает именно такой путь развития. К сожалению, у нас нет конкурентов среди российских производителей. Все существующие в России заводы выпускают свой небольшой узконаправленный ассортимент колодок.

— Какие у вас планы на среднесрочную перспективу: расширение ассортимента, выход на другие рынки, работа с автопроизводителями, усиление маркетинга и пиара?
— Мировые автопроизводители ежегодно обновляют свой модельный ряд автомобилей, и мы за всеми этими обновлениями должны успевать, осваивая ежегодно от 15 до 40 новых типов колодок.
У нас сложилась надежная дилерская сеть в России и Казахстане. Сейчас мы выходим на другие рынки Таможенного союза и уже поставляем колодки в Армению, Грузию, Азербайджан.
Компания «МарКон» также планирует продолжать участвовать в тендерах автопроизводителей России, укреплять существующие партнерские связи, поддерживать свое доброе имя стабильно высоким качеством выпускаемых тормозных колодок.
Источник
Производство российских компонентов: прийти к успеху с нуля все-таки можно
Политика производственного импортозамещения продолжается который год, однако основные успехи пока достигаются лишь на пищевом рынке. А вот производственная сфера развивается медленно, компонентная — еще и неохотно. Представители западных компаний, хотя и постепенно внедряются в производство, регулярно жалуются на отсутствие то условий, то нужного отечественного сырья. Могло бы показаться, что так у нас везде, однако компания «МарКон», например, с 1991 года занимается производством тормозных колодок в России. О том, почему отечественному производителю ничего не мешает, рассказал генеральный директор ООО «Завод Маркон» Сергей Чумаков (на фото вверху).

— Вы выпускаете тормозные колодки с 1991 года. Почему выбор пал именно на колодки, а не на амортизаторы, например, или другие востребованные компоненты?
— В 1989 году ко мне подошел товарищ, показал колодку с наклепанным куском резины от старой транспортерной ленты и спросил: «Как ты думаешь, будет тормозить? Вот, купил на свой мерседес. » С этого все и началось. Отечественным производителям дисковых тормозных колодок в «свободные 90-е» нечего было предложить владельцам подержанных иномарок. И эта ниша запчастей на рынке с каждым годом только увеличивалась. Я рассудил так: колодка — конструкция примитивная, и независимо от того, для жигулей или для мерседеса она сделана, материалы на нее идут в принципе одни и те же. И рискнул начать производство тормозных колодок практически с нуля. На тот момент у меня уже был опыт инженера, производственника, управленца. А еще было давнее желание создать свой бизнес.

— Вы сразу отдали приоритет иномаркам или работа с отечественными машинами тоже ведется?
— На момент вступления в рынок в стране было пять заводов, которые умели выпускать всего шесть видов дисковых колодок, зато в больших количествах. Это было напрямую связано с неизменной конструкцией тормозных узлов на российских автомобилях. Ни одно предприятие не было в состоянии оперативно отреагировать на потребность рынка и начать выпускать огромный ассортимент иномарочных колодок малыми партиями. На это и была сделана ставка. «МарКон» в первые три года наладил выпуск колодок на самые популярные тогда иномарки: Toyota Corolla, Volkswagen Passat, Mercedes W124, Audi 80, Opel Astra и другие. За первые 10 лет мы увеличили ассортимент до 110 наименований, а за 25 лет освоили уже более 400 типов колодок. Колодки на отечественные авто мы начали выпускать гораздо позже, когда задались целью поставлять продукцию на автосборочные конвейеры.
— Вы работаете только для вторичного сегмента или есть договора с кем-то из производителей в России?
— Изначально мы делали колодки для вторичного рынка. Но перед нами всегда стояла цель: выпускать продукцию в качестве ОЕ — Original equipment. Наши колодки успешно прошли ходовые и стендовые испытания на всех автосборочных конвейерах, и с 2001 по 2013 год мы были поставщиками конвейеров АвтоВАЗа, УАЗа, ЗИЛа, «ИжАвто» и «Русской механики». В настоящее время являемся поставщиками таких производителей, как АМО ЗИЛ, «Русская механика» и «Коммерческие автомобили — Группа ГАЗ».


Безынерционные испытательные стенды БИНС-1 (слева) и БИНС-2
— Насколько сложно было работать на начальном этапе? Какие трудности были с отладкой производства, со сбытом, с конкурентами, с браком?
— Начальный этап был безумно сложным. Предприятие строилось и развивалось практически на энтузиазме и профессионализме его первых сотрудников. Была только идея, к которой нужно было приложить и производственные площади, и оборудование, и персонал, и рынок сбыта. Но главное — деньги. Чтобы открыть счет в банке, мне пришлось заложить в ломбарде некоторые личные вещи. Кредиты брали у частных лиц под 180%. Оборудование арендовали на действующих заводах Ярославля, сборка и упаковка производилась в гараже. Брака не было.
Готовые колодки я по выходным сам отвозил в Москву, развозил там по рынкам и ларькам, собирал отзывы, изучал спрос, попутно сам же и испытывал их на трассе, проделывая 25 торможений каждые 45 секунд со скорости 100 км/ч. За качество своей продукции буквально отвечал головой. Конкурентами «МарКона» на рынке в то время были ведущие мировые производители с многолетней безупречной репутацией: Lucas, Ferodo и ATE. Но у нас были свои преимущества: наличие на складе, скорость доставки и, конечно, цена.


— Производственное оборудование и сырье — это все импортное или есть что-то отечественное? Какова приблизительная доля локализации вашей продукции?
— В начале 90-х свой первый цех на арендованной площади мы оснащали, как могли: смесь делали в бетономешалке, для вулканизации купили хлебопекарную печь. Прессы для формования искали по всей стране: из трех списанных собирали один действующий. Сырье закупалось только отечественное.
Сейчас ситуация другая: смесители — немецкие, печи — итальянские, станки — канадские. Но прессы и еще довольно много различного оборудования разработано и изготовлено для нас под заказ на предприятиях России. Оснастка — вообще вся отечественная. Из сырья за границей приходится закупать сурьму и арамидное волокно. Долю локализации импорта мы оцениваем в 30%.
— Какие годы были для вас самыми успешными и с чем вы это связываете?
— Самыми интересными в плане реализации идей, инженерных знаний, накопления опыта, налаживания торговой сети, конечно, были первые годы становления производства. В начале 2000-х автомобильный рынок показывал рост 10% в год. Мы же тогда росли на 25-30% ежегодно! Самым удивительным годом стал кризисный 2008-й. Наши дилеры, спасая свои деньги, выкупили у нас все складские запасы. А мы благодаря этому за год погасили пятилетний кредит на приобретение основного производственного корпуса.

— Сейчас идет третий год кризиса. Насколько сильно он сказался на вашей деятельности? Какие меры вы приняли, чтобы минимизировать его последствия?
— Наше предприятие вообще выросло не «благодаря», а «вопреки», поэтому для «МарКона» этот кризис не опаснее других. Изменение экономической ситуации в стране отразилось прежде всего на тех предприятиях, которые работали на заемные средства, — вот им действительно тяжело пришлось. А «МарКон» использует собственные средства и рассчитывает всегда только на свои силы и ресурсы, поэтому от каких-то внешних факторов особо не зависит.
— Есть ли в ваших планах выход на производство других товарных групп?
— Производство дисковых тормозных колодок весьма специфично: и по сырью, и по оснастке, и по оборудованию, и по испытаниям. Готовая продукция требует обязательной сертификации. Встроить в существующее производство какое-то другое изделие, даже, например, барабанные тормозные колодки, практически невозможно. Правильнее делать то, что умеешь делать хорошо, и стремиться это делать лучше других.

— Насколько сильна конкуренция сегодня? Чем вы переманиваете покупателей у именитых западных компаний?
— Конкуренция на рынке тормозных колодок и сильна, и велика. По-прежнему представлены самые авторитетные производители — Brembo, ATE, Ferodo, и есть еще более двух десятков известных европейских и азиатских фирм, предлагающих стабильное заводское качество. Все участники этого рынка, и мы в их числе, четко дифференцированы по ценовым нишам. При этом на рынке ежегодно появляются и исчезают все новые и новые имена из Китая с «акционной» политикой цен, и многие — без гарантии качества.

Завод NTN-SNR: узнаем все о производстве ШРУСов
Для «МарКона», например, мелкие компании, которые завозят из Китая колодки сомнительного качества и продают их по бросовым ценам, не являются конкурентами. Но их деятельность мы расцениваем как нанесение вреда конечным потребителям, которые доверяют свою безопасность непрофессионалам, тратя свои кровные деньги на хлам, который и сертификацию-то редко проходит. Такие компании преследуют только одну цель — быстро «обернуть» деньги, не принимая во внимание самое главное: от того, что установит человек в свой автомобиль, напрямую зависит его жизнь. Поэтому беспокойство вызывает только будущее покупателей таких «колодок», а сами эти мелкие импортеры свое будущее себе уже выбрали.
Если говорить о здоровой конкуренции, то даже на таком плотном рынке можно получить преимущество — грамотно мониторя мировую автоиндустрию, первыми выпускать колодки на самые новые модели авто. Наш завод уже 25 лет поддерживает именно такой путь развития. К сожалению, у нас нет конкурентов среди российских производителей. Все существующие в России заводы выпускают свой небольшой узконаправленный ассортимент колодок.

— Какие у вас планы на среднесрочную перспективу: расширение ассортимента, выход на другие рынки, работа с автопроизводителями, усиление маркетинга и пиара?
— Мировые автопроизводители ежегодно обновляют свой модельный ряд автомобилей, и мы за всеми этими обновлениями должны успевать, осваивая ежегодно от 15 до 40 новых типов колодок.
У нас сложилась надежная дилерская сеть в России и Казахстане. Сейчас мы выходим на другие рынки Таможенного союза и уже поставляем колодки в Армению, Грузию, Азербайджан.
Компания «МарКон» также планирует продолжать участвовать в тендерах автопроизводителей России, укреплять существующие партнерские связи, поддерживать свое доброе имя стабильно высоким качеством выпускаемых тормозных колодок.
Источник
Многие не задумываются о том, какое значение в безопасности движения имеют тормозные колодки. Зачастую при ТО мы пытаемся сэкономить, и вместо рекомендованного производителем «оригинала» выбираем неоригинальные колодки известных марок – поставщиков для разных конвейеров, либо что-нибудь еще попроще.
Действительно, зачем переплачивать, особенно, если вы ездите аккуратно? А если что-то случится, например, экстренное торможение, окончившееся в бампере впереди идущего авто, то винить вы, скорее всего, будете не колодки, а самого себя. Даже если причина, на самом деле, в плохих колодках.
Вместе с тем, даже покупка колодок с известным брендом на этикетке не гарантирует высоких и стабильных характеристик. Процент подделок на этом рынке очень высок, и купить «левак» можно на любой популярной интернет-площадке и в практически любом магазине автозапчастей.
Впрочем, о подделках мы поговорим в другой раз, а сегодня я предлагаю перенестись на производство и посмотреть, как в России делают тормозные колодки. Специально для этого я отправился в город Тверь, где в промзоне на окраине расположен небольшой «колодочный» завод.
О производстве
История этого производства началась в 2011 году, когда один из европейских «автокомпонентных» брендов решил открыть в России завод по производству тормозных колодок для поставки на конвейеры автозаводов, выпускающих автомобили иностранных марок. Таким образом, производители могли бы увеличить процент локализации своих автомобилей в том числе за счет колодок.
Производство было спроектировано европейскими специалистами. Был осуществлен подбор оборудования, разработана оптимальная рецептура фрикционных смесей.

Полный размер
Продукция перемещается по технологической цепочке на тележках как в супермаркете. В условиях небольшого производства это оказалось очень удобно. Такое вот ноу-хау!
Кризис внес свои коррективы – долгожданных заказов от автозаводов не последовало, и вскоре доля иностранцев в бизнесе была выкуплена российскими партнерами. В 2014 году началась история торговой марки Kotl, работающей на вторичный рынок. Сегодня мощность производства составляет 500 000 комплектов колодок в год, на заводе работает 58 сотрудников. Номенклатура составляет 225 наименований колодок, преимущественно, для иномарок.
Теперь пройдемся по технологической цепочке.
Каркас колодки
Тормозная колодка состоит из металлического каркаса и приформованной к ней фрикционной части. Соответственно, первый этап – это изготовление каркаса.

Полный размер
Процесс вырубки и механической обработки каркасов
Большую часть из используемых каркасов делают тут же, на заводе. При помощью вырубных штампов, механических и гидравлических прессов из листового металлопроката производства НЛМК формируется сам каркас, а также соответствующие элементы к нему — пазы для крепления аксессуаров, отверстия для электрических датчиков и так далее.

Полный размер
От листа металла — до заготовки каркаса
Часть каркасов закупается на стороне – в основном, это каркасы для отечественных автомобилей, которые широко распространены, что позволяет сэкономить на штампах, которые, к слову, на заводе изготавливают самостоятельно, используя в том числе электроэрозионные и фрезерные станки с ЧПУ.

Полный размер
Изготовление оснастки и пресс-формы
Часть «сторонних» каркасов выполнена методом лазерной резки.
Фрикционная смесь
Основная задача для производителя колодок для массовых автомобилей – это сохранение стабильности коэффициента трения, независимо от степени нагрева колодок.
Оптимальным показателем КТ является диапазон от 0.35 до 0.45. Многие производители, в том числе, KOTL, маркируют свои колодки по системе SAE двухбуквенным индексом. Например, FF означает что указанный выше диапазон коэффициента трения сохраняется и при холодной колодке, и на средней нагретости, и на горячей. Некоторые компании проводят испытания самостоятельно, в данном случае, испытания по температурным диапазонам проводятся в НАМИ в рамках сертификации продукции.
Применяемые фрикционные смеси относятся к классу низкометаллических. Состав смеси, соотношение компонентов, и, самое главное, режим прессования – все это напрямую влияет на характеристики, поэтому именно здесь и скрыта важная часть ноу-хау компании.
Фрикционная смесь – это микс из модификаторов трения, структуро-образующих веществ и наполнителей. Когда-то в качестве матрице-образующего материала широко применялся асбест, обладающий очень хорошими характеристиками стабильности и теплоотвода, но позже он был признан канцерогеном, и его использование во фрикционной промышленности было прекращено.
Вместо асбеста сегодня для создания матрицы используются различные синтетические волокна – арамидные, полиакрилатнитридные. Технологи KOTL для своих смесей выбрали более дорогой, но оптимальный с точки зрения свойств материал – оригинальный кевлар, производимый американской компанией Dupont. На вопрос, почему кевлар – не российского производства, руководители пожимают плечами, мол, весь российский кевлар идет на производство бронежилетов, и все, что доступно на рынке – измельченный «вторичный» кевлар, получаемый из содержимого списанных бронежилетов. По свойствам такой материал серьезно уступает «первичному» кевлару, зато дает право производителю гордо написать «кевлар» в рекламе.

Полный размер
Кевлар, металлошерсть, пыль трения и готовая фрикционная смесь
Кевлар организует структурную матрицу. В качестве наполнителей используются различные бариты и мелы. В состав смеси также входят модификаторы трения. Например, медный порошок предназначен для лучшего теплоотвода и стабилизации трения. Еще один важный компонент – так называемая пыль трения, представляющая собой измельчённую скорлупу орехов кешью. Этот продукт используется фрикционщиками испокон веков, производят пыль трения в Индии.
Также в состав смеси входит металлошерсть — рубленое металлическое волокно. В России данный продукт в хорошем качестве не производится, и его поставляют из Китая (где его делают из российской проволоки). Крупнейшее европейское производство металлошерсти расположено в Боснии.
Кроме кевлара, металлошерсти и пыли трения, все остальные компоненты фрикционной смеси (графит, сера, силикат циркония, барит и т.д.) производятся в России.

Полный размер
Формирование смеси происходит в специальном миксере
Компоненты смеси смешиваются в определенной пропорции (согласно технологической карте) в специальном миксере по особой программе. После этого смесь выстаивается, и попадает в цех прессования.
Прессование
Этот этап начинается с предпроизводственной подготовки ранее изготовленных каркасов. Они подвергаются машинной дробеструйной очистке – удаляются окалины, окислы и заусенцы.

Полный размер
Дробеструйная установка
Формируется поверхность для максимальной адгезивности.

Полный размер
Каркасы до и после дробеструйной обработки
Далее на каркас наносится термостабилизационный клей (российского производства). Подготовленные таким образом каркасы поступают на участок прессования, где смесь соединяется с каркасом.
Смесь засыпается в изготовленные в слесарном цеху специальные пресс-формы (уникальные для каждой модели колодок), после чего сверху устанавливается каркас и пресс начинает свою работу.

Полный размер
Горячее формование
Прессование выполняется «горячим» методом, для того чтобы уже на первом этапе сформировалась структура смеси, вышли первоначальные газы, обусловленные присутствием в составе фенольной смолы. В процессе происходит несколько «подпрессовок», несколько «прогазовок». При помощи пирометров контролируется температура. Также под контролем находится высота, чтобы не было недо- или перепрессовок. Управляемая компьютером программа прессования, соответствующая конкретной технологической карте – еще одно ноу-хау компании.
После прессования колодки попадают на участок термостабилизации.
Термостабилизация
Программа термостабилизации – это чередование режимов нагрева и остывания. Процесс происходит в специальной печи и занимает от 8 до 12 часов, в зависимости от типа колодки и ее назначения. Например, колодки для коммерческого транспорта «прожигаются» дольше, и при более высокой температуре. Печь работает в автоматическом режиме по технологической карте.
Полный размер
Печь для термостабилизации
Необходимая температура выдерживается при помощи термодатчиков, расположенных в четырех рабочих зонах. В случае выхода показателей за пределы нормы, печь автоматически отключается, отправляя соответствующий сигнал в управляющую систему. Все параметры и логи процессов сохраняются в облачной системе, к которой инженеры и руководители производства имеют удаленный доступ.
В процессе термостабилизации происходит окончательное спекание смол и формирование структуры колодки. После этого колодки будут практически готовы к использованию – для их приработки будет достаточно 20-30 обычных торможений.
Производственники особенно подчеркивают, что высокие характеристики достигаются без использования так называемого «скорчинга» — «ударного» нагрева контактной части колодки до 650-700 градусов Цельсия. С точки зрения тверских инженеров, этот «стрессовый» процесс не идет на пользу материалу колодок, в отличие от другой, также используемой на производстве, технологии – аналога разработки COTEC от TRW.
Специальное покрытие, нанесенное на рабочую поверхность, позволяет добиться максимального коэффициента трения с первого нажатия педали тормоза. Из-за высокой стоимости данное покрытие применяется только на «премиальных» колодках (отличить их легко по цветному покрытию рабочей поверхности колодки).

Полный размер
Колодки со специальным покрытием не требуют приработки и эффективны с первого нажатия на педаль.
Но не будем отходить от темы, ведь нас ждет следующий этап жизненного цикла тормозной колодки – механическая обработка.
Механическая обработка
На данном этапе происходит окончательное формирование размера колодки по ее габариту, рекомендованному производителем тормозной системы либо автомобиля, придание ей необходимого внешнего вида, формирование пропилов (для отвода «мусора») или скосов (для лучшей притирки и снижения шумовой нагрузки).
После этого колодки направляются на покраску.
Покраска
На данном этапе на колодки наносится антикоррозионное покрытие методом порошкового напыления полимерной краски в туннельной печи конвейерного типа.
Процесс практически полностью автоматизирован, благодаря чему достигается высокое качество покраски. Процесс прохождения конвейера занимает около 45 минут. После этого мы получаем практически готовый продукт – осталось установить аксессуары и нанести маркировку.

Полный размер
На каждом этапе осуществляется визуальный контроль качества.
Комплектация
На финальном этапе происходит маркировка колодок и установка аксессуаров – датчиков износа (механических или электрических), пружинки, противошумные пластины. Поставщиком аксессуаров выступает итальянская компания Daico – китайские комплектующие имеют нестабильное качество, а в России производятся лишь самые простые виды «навески».
Примечательно, что маркировка на колодке позволяет проследить весь ее путь по производству – не только конкретную технологическую карту, но и логи производимых процессов по данной партии.
Колодки закатываются в термовакуумную пленку, после чего упаковываются в коробки. Коробки отправляются на склад, а оттуда – к потребителям, но лишь после того, как образцы партии пройдут тестирование.
Тестирование
Образцы каждой партии колодок направляются в собственную технологическую лабораторию на тестирование по ряду показателей.
Проводятся тесты колодок на отрыв, сжимаемость, изменение толщины в зависимости от температуры, коэффициент трения при различной температуре. Лишь после успешного прохождения всех тестов партия колодок готова к отгрузке.
***
Будем надеяться, что этот репортаж был для вас полезным. Если так, то делитесь, пишите комментарии, задавайте вопросы по производству, технологиям и колодкам вообще – к ответам я подключу технических специалистов!
Ярославское предприятие ЗАО «МарКон», выпускающее тормозные колодки для отечественных и иностранных автомобилей и осуществляющее поставки по всей России и странам СНГ, оценивается экспертами в 100 млн рублей.
Эксклюзивным брокером по продаже готового бизнеса выступает компания, лидирующая на рынке купли-продажи готового бизнеса, «Альтера Инвест».
Объект готового бизнеса, компания «МарКон», специализируется на производстве тормозных колодок для автомобилей российских, европейских, американских, японских, корейских и китайских автомобилей. При этом данный готовый бизнес регулярно расширяет свое производство, и на сегодняшний день производит более 400 видов колодок. В стоимость бизнеса, 23 года успешно работающего на авторынке, входит помещение 4300 кв.м. с земельным участком, находящиеся в собственности, станки и оборудование, оборотные средства, транспортные средства и нематериальные активы.
Особенности предложения по продаже бизнеса
ЗАО «МарКон» является неоднократным победителем тендеров и имеет свыше 140 потребителей. «МарКон» является поставщиком на конвейера АвтоВАЗ, ЗИЛ, УАЗ. Также около 30% дисковых тормозных колодок продается под брендами известных торговых фирм, таких как ООО «ВПМавто», ООО «Коммерческие автомобили — Группа ГАЗ», ЗАО «Производственное объединение «Трек», ЗАО «Лада-Имидж» и прочие.
Имеющиеся производственные мощности по выпуску ДТК используются на 60-70%. Существуют техническая возможность для дальнейшего пополнения ассортимента и увеличения выпуска ДТК, — комментирует генеральный директор бизнес-брокерской компании «Альтера Инвест» Максим Новицкий. — Кроме того, на предприятие установлено лучшее производственное оборудование, выпуск ДТК осуществляется без применения асбеста и является экологически чистым.
Экономическая эффективность и выгода от инвестирования в данный объект готового бизнеса обусловлена локализацией производства рынка автомобилей и запчастей именно на территории России. Можно заключить — данный готовый бизнес имеет огромные перспективы.
Предложите, как улучшить StudyLib
(Для жалоб на нарушения авторских прав, используйте
другую форму
)
Ваш е-мэйл
Заполните, если хотите получить ответ
Оцените наш проект
1
2
3
4
5
-
Россия (4)
-
Самарская область (2)
-
Тольятти (2)
-
Продажа бизнеса (90)
-
Производство (12)
-
Машиностроение (2) -
Транспорт (2) -
Автокомплектующие (2)
Производство тормозных колодок
-
Вид:
Продажа готового бизнеса
-
Актив:
Действующий
-
Год основания:
2006 (возраст бизнеса в годах 17)
-
Тип:
Собственник
Подтвердить информацию, предоставленную продавцом в этом предложении, через:
Описание бизнеса
Бизнес по производству барабанных тормозных колодок
Существует более 13 лет
Полный цикл производства
Производственная мощность более 40000 комплектов в месяц
7 видов тормозных колодок на более чем 50 моделей автомобилей
Увеличение производственной номенклатуры с минимальными вложениями (изготовление только штамповой оснастки)
Структура:
Заготовительный участок
Штамповочный участок
Сварочный участок
Участок мехообработки
Участок сборки и полимеризации
Упаковочный участок
Наработанные базы поставщиков и покупателей
Техническая, конструкторская документация и техпроцесы в наличии
Паспорта на оборудование в наличии
Поддержка нового собственника введением в технологический процесс и консультациями
Адрес, название, перечень имущества предоставляется только при личной встрече. Просмотр бизнеса организуется для Вас после личной встречи.
-
Производство
-
Машиностроение
-
Транспорт
-
Автокомплектующие
-
Объекты:
Работающий бизнес, Материальные активы, Обучение и поддержка
География и местоположение
-
:
-
Характеристики местоположения:
- В промзоне
Условия сделки
-
Цена:
36 000 000 руб.
-
Залог (аванс, предоплата):
15%
-
Комиссия по сделке:
С продавца
-
Сроки для сделки:
Cрочно
-
Уступки по оплате:
- Иные уступки
Корпоративные вопросы
-
Организационно-правовая форма:
Открытое общество
-
Количество владельцев:
1
-
Продаваемая доля:
Полностью
-
Причина продажи:
Переезд на другое место жительства
Характеристики материальных активов
-
Материальные активы и оборотный капитал, которые включены в стоимость:
Обучение и поддержка
-
Помощь и поддержка, которую продавец готов оказать:
- Обучение и консультации
- Первичное обучение
- Консультации по почте
- Обучение на старте
- Обмен опытом / Партнерские совещания
- Консультации по телефону
Организация производства тормозной колодки на ОАО ‘БзАТИ’
1. Резюме
тормозной колодка затрата
В данной курсовой работе представлен бизнес-план организации производства
тормозной колодки на ОАО «БзАТИ».
Асбофрикционный изделия представляют собой сложную композицию, в состав
которой входят различные наполнители, улучшающие переработку асбестовых смесей
или придающие определенные свойства изделию. Основным компонентом, входящим в
состав смесей для получения фрикционных изделий, является асбест,
обусловливающий особенности изготовления и переработки формовочных асбосмесей.
В производстве асбестовых технических изделий наибольший объем занимают
фрикционные изделия.
Широкое применение асбофрикционные материалов (для комплектации тормозных
устройств и механизмов сцеплений автомобилей, тракторов и самолетов, комбайнов,
экскаваторов, подъемно-транспортных и дорожных машин, буровых установок,
мотоциклов, велосипедов и др.) обусловлено их высокими эксплуатационными
свойствами, низкой стоимостью и простотой изготовления.
В последнее время на внутреннем и внешнем рынках наблюдается всё больший
спрос потребителя на асбофрикционные изделия. Поэтому одной из задач, стоящих
перед ОАО «БзАТИ» является, с одной стороны дальнейшая реабилитация
асботехнической продукции, с другой — развитие исследований и производства
безасбестовой продукции в целях удовлетворения разнообразных требований
конечного потребления.
В проекте описана модернизация оборудования участка горячего формования
цеха АФД. Данный проект разрабатывался на действующем предприятии ОАО «БзАТИ».
На проектируемом участке предполагается замена прессов горячего формования
марки СВИ-500 чешского производства на пресса YHL32 производства КНР.
Небольшая стоимость и высокая производительность пресса позволяет
получать сформованные брикеты высокого качества. Данный пресс является легким в
обслуживании и не требует высоко классифицированных рабочих.
Технико-экономические показатели приведены в таблице 1.
Таблица 1 — Основные технико-экономические показатели
|
Наименование |
Ед. изм. |
|
|
1 |
2 |
3 |
|
1Производственная мощность |
кг./год |
180000 |
|
2 Объем производства |
кг./год |
10800 |
|
3 Объем реализации |
кг./год |
107784 |
|
4 Выручка от реализации продукции (объем продаж) |
руб. |
39 836 966 |
|
5 Численность ППП |
чел. |
46 |
|
6 Себестоимость годового выпуска продукции |
руб. |
24904515 |
|
7 Себестоимость единицы продукции |
руб. |
231 |
|
8 Цена реализации |
руб. |
369,6 |
|
9 Прибыль от продаж |
руб. |
14932451 |
|
10 Чистая прибыль |
руб. |
11945961 |
|
11 Рентабельность продукции |
% |
60 |
|
12 Рентабельность продаж |
% |
37,5 |
|
13 Затраты на 1 руб. товарной продукции |
руб. |
0,62 |
|
14 Инвестиции в проект |
руб. |
2679900 |
|
15 Рентабельность инвестиций без учета фактора времени |
% |
446 |
|
16 Рентабельность инвестиций с учетом фактора времени |
% |
335 |
|
17 Индекс доходности |
% |
9,6 |
|
18 Срок окупаемости инвестиций без учета фактора времени |
год |
0,23 |
|
19 Срок окупаемости инвестиций с учетом фактора времени |
год |
0,28 |
|
20 Точка безубыточности |
т/год |
60562 |
|
21 Запас финансовой прочности (ЗФП) |
% |
48,81 |
2. Отрасль,
компания, продукция
Асбестовые технические изделия находят широкое применение в различных
отраслях техники. Трудно себе представить развитие транспортного, нефтяного,
химического машиностроения, судостроения, производства металлорежущих станков,
грузоподъемных механизмов без применения тормозных накладок, уплотнительных
деталей, изготовленных из сложных асбополимерных композиций. Асбест служит
основой для изготовления особых сортов бумаги, картона, шнуров и тканей,
обладающих целым комплексом свойств, главными из которых являются химическая
стойкость и негорючесть. Технология производства материалов из асбеста и
изделий из композиционных материалов на его основе весьма разнообразна и в
одних случаях сходна с технологией пластических масс (особенно на основе
термореактивных смол) или технологией резиновых технических изделий, в других
же случаях является родственной текстильному производству и изготовлению бумаги
и картона. Естественно, что каждая технология требует применения
соответствующего оборудования. Технический прогресс в различных отраслях
промышленности вызывает необходимость создания и организации производства новых
материалов и изделий из них, в том числе и асбестотехнических.
Рассмотрим основные показатели, характеризующие отрасль
асбестотехнических изделий и влияющие прямо или косвенно на природу и
интенсивность проявления конкурентных сил, а также определяющие стратегическую
ситуацию в ней (таблица 2).
Таблица 2 — Основные показатели, характеризующие отрасль по производству
асбестотехнических изделий.
|
Показатель |
Отраслевая характеристика показателя |
|
1 |
2 |
|
Размер (емкость) рынка |
Платежеспособный внутренний спрос на продукцию отрасли |
|
Скорость роста (потенциал) рынка, |
Определяется среднегодовыми темпами роста основных отраслей |
|
Стадия развития отрасли. |
Отрасль находится в стадии зрелости |
|
Масштаб конкуренции |
Преимущественно национальный. Международная конкуренция |
|
Основные конкуренты |
Российские производители аналогичной продукции продукции. |
|
Степень интеграции производителей |
Интеграционные процессы в отрасли имеют явно выраженную |
|
Барьеры на входе в отрасль и выходе из нее |
Умеренные барьеры на входе в виде необходимости |
|
Темп изменения продукции и технологии |
Технологии производства АТИ остаются на уровне 60-х годов |
|
Степень загрузки производственных мощностей |
Среднеотраслевой коэффициент загрузки 42 %. Отраслевой |
В асбестотехнической отрасли имеется группа предприятий — лидеров по
производству и реализации асбестотехнических изделий, занимающих стабильную
долю в пределах 20-22 % (ВАТИ, ФРИТЕКС, УралАТИ); к предприятиям — лидерам по
объемам производимой продукции близко примыкает научно-производственное
предприятие «ТИИР» г. Ярославль ( 15-16 % от объемов производства отрасли).
Наиболее крупным потребителем асбестотехнической продукции являются
предприятия машиностроения. Именно машиностроение определяет развитие отрасли
АТИ, так как большая часть производимых изделий поставляется для
автомобилестроения, тракторо- и сельхозмашиностроения, станкостроения,
транспортного машиностроения.
Конкурентное давление со стороны товаров-заменителей. В связи с запретом
на асбестосодержащие изделия, введенным в странах Евросоюза, предприятия и
отрасли — экспортеры выдвигают к производителям АТИ требования по переходу к
безасбестовым изделиям. Стоимость перехода от традиционного изделия к
заменителю оценивается как умеренная, что делает товары-заменители
(изготовленные по безасбестовой технологии) достаточно сильным фактором
конкурентной борьбы с растущим потенциалом.
Однако на данный момент товаров-заменителей очень мало и производят их, в
основном лидеры отрасли ФРИТЕКС и ТИИР, обладающие для этого необходимым
ресурсным и инновационными потенциалами. Серьезно дестабилизируют конкурентную
ситуацию в отрасли производители контрафактной продукции, объем которой по
оценкам специалистов отрасли достигает ~ 20 %.
Российский рынок асбестотехнических изделий меняется с каждым годом.
Одной из тенденций является увеличение потребления паронита. При этом
практически у всех российских производителей асбестовых изделий в разных
сегментах рынка наблюдается уменьшение доли на рынке. Это связано с рядом
факторов. Наиболее значимые из них — повышение цен на сырьё и падение продаж
из-за мирового экономического кризиса.
Большая часть заводов работает на прежних производственных мощностях,
созданных в середине 20 века и располагает достаточно большим производственным
потенциалом, сложившимися связями на первичном рынке.
Поставки на первичный рынок, с одной стороны, связаны с необходимостью
иметь мощную научно-техническую базу, которой собственно располагают многие
заводы. С другой стороны, участие в комплектации первичного конвейера
обеспечивает лояльность к брендам на вторичном рынке, на который приходится
значительная доля выпускаемой продукции.
Динамика производства в большинстве случаев прогрессивная и планомерная.
Каких-либо существенных скачков производственных показателей предприятиям
достичь не удаётся. По данным общероссийского аналитического журнала
«Автобизнес», прирост объёмов производства колеблется от 2-3% до 15%, но в
большинстве случаев прирост составляет 3-7%. Как уже говорилось ранее, рынок в
целом стабилен.
ОАО «Барнаульский завод Асбестовых Технических Изделий» является одним из
ведущих в России и СНГ производителем асбестовых и безасбестовых фрикционных
изделий, а также ряда уплотнительных и прокладочных изделий и материалов.
Сегодня завод, основанный в 1960 году, представляет собой универсальное
предприятие, вобравшее в себя более чем 45 летний опыт работы и способное
самостоятельно обеспечивать все этапы производства, включая разработку и выпуск
принципиально новых изделий.
Приоритетное направление развития предприятия — освоение экологически
чистых безасбестовых технологий в производстве тормозных накладок, прокладочных
материалов, сальниковых набивок. В целях аккумулирования имеющихся в химической
промышленности наработок, а также создания и внедрения в производство
собственных идей, на заводе создан научно-технический центр (НТЦ). Новыми
технологиями завод занимается уже шестой год и сегодня успешно комплектует
безасбестовыми тормозными накладками автоконвейера «МАЗ», «БелАЗ».
Наличие современных технологий, высококвалифицированных кадров позволяют
решать сложные технические задачи и развивать новые направления производства.
На заводе сформировалась прочная команда профессионалов, совместными усилиями
которых разрабатывается концепция работы предприятия. Именно эта напряженная
работа позволяет не только увеличивать объемы производства и поддерживать
качество продукции, но и обеспечивает быстроту и адекватность реакции
производства на запросы потребителей. А это в свою очередь способствует
укреплению позиций предприятия на рынке.
Дальнейшее развитие ОАО «Барнаульский завод АТИ» связано с увеличением
объёма выпуска основной продукции, освоению новых видов изделий, а также с
уменьшением затрат, снижением себестоимости и дальнейшего повышения качества
продукции.
В данной курсовой работе рассматривается производство тормозной колодки
на ОАО «Бз АТИ».
Постоянными клиентами Барнаульского завода АТИ являются крупные
автозаводы, металлургические, химические и нефтеперерабатывающие комбинаты;
электростанции, нефтегазодобывающие компании, предприятия ЖКХ и т.д.
3. Основные фонды и инвестиции в проект
.1 Стоимость
существующих основных фондов и их амортизация
тормозной колодка затраты
Целью курсовой работы является организация производства вкладыша
фрикционного на ОАО АТИ. Для этого необходимо заменить прессы СВИ-500 на прессы
YHL32 для достижения высокой производительности.
Таблица 3 — Характеристика имеющихся основных фондов
|
Наименование |
Первоначальная стоимость, руб. |
Остаточная стоимость, руб. |
Износ % |
Амортизация |
|
|
норма, % |
сумма, руб. |
||||
|
1 |
2 |
3 |
4 |
5 |
6 |
|
1 Здания и сооружения |
7900000 |
4404250 |
44,25 |
1,5 |
118500 |
|
2 Передаточные устройства |
652816 |
522253 |
20 |
4,5 |
9792,2 |
|
Итого по статьям 1-2, в том числе на вкладыш фрикционный |
8552816 (1368451) |
4926503 (788241) |
42,4 |
3 |
128292,2 (20527) |
|
3 Машины и оборудование |
6681583 |
1646059 |
61,25 |
10 |
668158,3 |
|
3.1 Пресс СВИ-500 |
867300 |
260190 |
70 |
10 |
86730 |
|
4 Транспортные средства |
553962 |
53308 |
90,38 |
16,67 |
92345,5 |
|
5 Прочие основные производственные фонды |
9860,17 |
0,00 |
100 |
15 |
0,00 |
|
Итого по статьям 3-5, в том числе на вкладыш фрикционный |
7245405,17 (1159264,83) |
1699367 (271898,72) |
83,88 |
13,89 |
761982,8 (161021,88) |
|
Итого, в том числе на вкладыш фрикционный 8БС.045.004 |
15798221,17 (2527715,39) |
6625870 (1060139,2) |
58,01 |
7,7 |
890275 (194634,1) |
.2 Расчёт
эффективного (планового) фонда времени работы производства
Эффективный фонд времени — это максимально возможный плановый фонд
времени в год, в течение которого предприятие работает производительно, т.е.
выпускает продукцию.
График работы непрерывный в 2 смены по 12 часов. Календарный фонд времени
фкал = 365 * nсм * фсм,
где 365 — количество дней в году;см — число смен в сутках;
фсм — продолжительность смены в часах.
фкал
= 365 * 2 * 12 =
8760 ч/год
) Режимный (номинальный) фонд времени рассчитывают как календарный
фонд рабочего времени за вычетом выходных и праздничных дней:
Если режим работы предприятия непрерывный то:
фреж= фкал
2) Эффективный фонд времени
фэф = фреж — фППР/год — фТиОП,
где фППР/год — среднегодовые остановы на
планово-предупредительный ремонт;
фТиОП — остановы по технологическим и организационным
причинам.
фэф = 8760-274 = 8486 ч
) Остановы в ППР
Таблица 4 — График ППР
|
Пробег между ремонтами, ч |
Простои в ремонтах, ч |
||||
|
К |
С |
Т |
К0 |
С0 |
Т0 |
|
38880 |
19440 |
720 |
290 |
145 |
15 |
Общее число ремонтов за ремонтный цикл:
nобщ = РЦ/Т,
где Т=720 — пробег между текущими осмотрами;
nобщ = 38880/720 = 54
Тогда число каждого вида ремонтов за ремонтный цикл составит:
NК = РЦ/К,
где К=38880 — пробег между капитальными ремонтами;
NК = 38880/38880 = 1;
NС = (РЦ/Т)-NК;
NС = (38880/19440)-1 = 1;
NТ = (РЦ/Т)-NК— NС;
NТ = (38880/720)-1-1 = 52;
Время простоев оборудования в ППР за ремонтный цикл составит:
фППР/РЦ = NК
* К0 + NС * С0 + NТ * Т0
фППР/РЦ = 1*290 + 1*145 + 52*15 = 1215 ч/РЦ
Среднегодовые простои в ППР составят:
фППР/год = (фППР/РЦ/РЦ) * 8249
фППР/год = (1215/38880) * 8760 = 274 ч/год
Таблица 5 — Планирование эффективного фонда времени
|
Наименование |
Всего в год, дни/ч |
По кварталам, дни/ч |
|||
|
1 |
2 |
3 |
4 |
||
|
1 Календарный фонд времени, ф кал |
365/8760 |
90/2160 |
91/2184 |
92/2208 |
92/2208 |
|
2 Остановы по режиму всего, в том числе |
— |
— |
— |
— |
— |
|
3. Итого, номинальный (режимный) фонд рабочего времени |
365/8760 |
90/2160 |
91/2184 |
92/2208 |
92/2208 |
|
4. Плановые простои на ремонт (фппр/год) |
11,4/274 |
1,9/45 |
1,9/45 |
5,8/139 |
1,9/45 |
|
5. Итого эффективный фонд времени (фэф) |
353,6/8486 |
88,1/2115 |
89,1/2139 |
86,2/2069 |
90,1/2163 |
Использование рабочего времени характеризуется коэффициентами использования
календарного и режимного фонда времени, которые рассчитываются:
Кисп. кал. = фэф/ фкал
Кисп. кал. = 8486/8760 = 0,97
Кисп. реж. = фэф/ фреж
Кисп. реж. = 8486/8760 = 0,97
.3 Расчет
производственной мощности и потребности в оборудовании
Число единиц вновь устанавливаемого оборудования рассчитывается по
формуле:
nр = ![]() ,
,
Вновь устанавливаемое оборудование — прессы
nр=30000*0,75/(8486*3) =0,89
Коэффициент использования производственной мощности:
КПМ = (nр*фэф* Пп/ фоп)/(
nуст*фкал* Пп/ фоп),
КПМ=(1*3*8486/0,77)/(1*3*8760/0,75)=0,97
Кр = 1-Кд =1-0,97=0,03
Вновь устанавливаемое оборудование — прессы
nр=30000*0,75/(8486*4) =0,66
Коэффициент использования производственной мощности:
КПМ = (nр*фэф* Пп/ фоп)/(
nуст*фкал* Пп/ фоп),
КПМ=(1*4*8486/0,77)/(1*4*8760/0,75)=0,97
Кр = 1-Кд =1-0,97=0,03
Мощность в поточных или серийных производствах рассчитывается по формуле:
М= n*фэф* Пп/ фоп
Вновь устанавливаемое оборудование — прессы
М=1*8486*4/0,75=45259
Коэффициент использования производственной мощности:
КПМ=(1*4*8486/0,77)/(1*4*8760/0,75)=0,97
Кр = 1-Кд =1-0,97=0,03
3.4 Расчет
инвестиций в проект
На основе выполненных расчетов определяется сумма инвестиций, необходимая
для внедрения проектных решений, связанных с введением в действие основных
фондов.
Таблица 6 — Расчет стоимости вводимых основных фондов и их амортизация
|
Наимен |
Кол Ед. |
Цена за ед., тыс. руб |
Сумма тыс .руб. |
Прочее неучтен. оборудован, тыс.руб. |
Трансп. и прочие расходы, тыс.руб. |
Затраты на монтаж тыс. руб |
Ст-ть. тыс. руб |
Амортизация |
|
|
Норма, % |
Сумма тыс. руб |
||||||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
|
Прессы |
1 |
430,0 |
430,0 |
70,00 |
44,50 |
124,07 |
668,57 |
10 |
66,857 |
Сумма капиталовложений в проект рассчитывается:
Кинв = ОФввед + ОФост.выв.+ Здем.
— В,
Кинв = 668,5+260,19+138-60 =1006,76 тыс.руб.
Стоимость ОФ и их амортизацию рассчитываем по формулам:
ОФпр = ОФд + ОФввед — ОФвыв,
![]() =
= ![]() + ОФввед — ОФвыв,
+ ОФввед — ОФвыв,
Ампр = Амд + Амввед — Амвыв ,
![]() =
= ![]() + Амввед — Амвыв.
+ Амввед — Амвыв.
ОФпр =15798,22+668,5-867,3= 15599,49 тыс.руб,, в том числе на
вкладыш фрикционный 8БС.045.004 2328,99 тыс.руб.
Ампр = 890,28+66,86-86,73= 870,4 тыс.руб., в том числе на
вкладыш фрикционный 8БС.045.004 174,76 тыс.руб.
Итого по статьям 3-5
ОФпр = 7245,41 + 668,5-867,3 = 7046,68 тыс.руб., в том числе
на вкладыш фрикционный 8БС.045.004 960,54 тыс. руб.
Ампр = 761,98 + 66,85-86,73 = 742,11 тыс.руб., в том числе на
вкладыш фрикционный 8БС.045.004 141,14 тыс.руб.
4. Производственная программа
На основе расчетов эффективного фонда времени,
производственной мощности, маркетинговых исследований разрабатывается
производственная программа, приведённая в таблице 7, которая показывает график
выпуска продукции по кварталам года.
Таблица 7 — Производственная программа
|
Наименование показателя |
Единица измерения |
Поквартально |
||||
|
Пр |
1 |
2 |
3 |
4 |
||
|
Пр |
Пр |
Пр |
Пр |
|||
|
1 Производственная мощность |
шт/год |
30000/45259 |
30000/ 45259 |
30000/ 45259 |
30000/ 45259 |
30000/ 45259 |
|
2 Коэффициент использования производственной мощности (КПМ) |
0,97 |
|||||
|
3 Объем производства продукции всего |
шт/год |
29100/43901 |
7253/ 10942 |
7335/ 11066 |
7095/ 10704 |
7417/ 11190 |
|
4 Объём реализации продукции, всего |
шт/год |
29042/43813 |
7328/ 10920 |
7320/ 11044 |
7081/ 10682 |
7377/ 11168 |
Примечание: продукция в размере 0,2% от объема производства отправляется
на разбраковку для контроля качества, поэтому объем реализации составляет
29042/43813 шт.
5. Расчет
затрат на производство и реализацию продукции
Целью курсовой работы является замена пресса горячего формования.
Технологический процесс изготовления тормозных и фрикционных изделий из
асбестовой композиции шифра ФК-16Л состоит из следующих основных операций:
подготовка сырья;
изготовление формовочной композиции;
сушка формовочной композиции;
дробление формовочной композиции;
изготовление брикетов методом «холодного» формования;
вулканизация брикетов методом «горячего» формования;
механической обработки изделий;
маркировка, контроль качества, упаковка, комплектация партии и сдача
готовой продукции на склад.
5.1 Затраты
на сырье, материалы, топливо и энергию
Материальные затраты рассчитываем на основе норм
расхода ресурсов на 1 т асбеста и текущих рыночных цен на сырье и материалы.
Расчеты ведут в форме таблицы 8.
Таблица 8 — Смета затрат на сырье, материалы, топливо
и энергию.
Планируемый объем производства 30000/45259 шт/год .
|
Наименование затрат |
Единица измерения |
Норма расхода на 1 шт продукции |
Количество на год д/п |
Цена за единицу измерения, руб. |
Сумма, руб. д/п |
|
1 |
2 |
3 |
4 |
5 |
6 |
|
1 Основное сырье и материалы: |
|||||
|
1.1 Асбест А-4-40 |
кг |
2,278 |
68340/ 103100 |
26,56 |
1815110/ 2738336 |
|
1.2 Концентрат баритовый КБ-4 |
кг |
1,844 |
55320/ 83458 |
4 |
221280/ 333832 |
|
1.3Смола СФП-011Л |
кг |
1,264 |
37920/ 57207 |
95 |
3602400/ 5434665 |
|
Итого по ст. 1 |
5638790/ 8506833 |
||||
|
2 Вспомогательные материалы |
|||||
|
2.Стружка бронзовая |
кг |
0,950 |
28500/ 42996 |
169,49 |
4830465/ 7287392 |
|
2.2 Спирт этиловый технический маркиА |
кг |
1,603 |
48090/ 72550 |
173 |
8319570/ 12551150 |
|
Итого по ст. 2 |
13150035/ 19838542 |
||||
|
3 Топливо и энергия |
|||||
|
3.1Электроэнергия |
кВт/ч |
15,33/ 15,21 |
459900/ 688389 |
2,8 |
1287720/ 1927489 |
|
3.2 Сжатый воздух |
тыс.м3 |
0,02 |
3600 |
605 |
2178000 |
|
Итого по ст. 3 |
3465720/ 4105489 |
||||
|
Всего |
22254545/ 32450864 |
.2 Затраты на
оплату труда
График работы непрерывный в 2 смены по 12 часов.
Таблица 9 — Баланс рабочего времени для непрерывного
производства
|
Наименование |
Непрерывное производство, 12 ч раб. день |
|
|
дни |
часы |
|
|
1 |
2 |
3 |
|
1 Календарный фонд рабочего времени |
365 |
4380 |
|
2 Выходные дни |
183 |
2196 |
|
3 Праздничные и предпраздничные дни |
— |
— |
|
4 Номинальный фонд рабочего времени |
182 |
2184 |
|
5 Плановые невыходы на работу всего, в том числе: |
35 |
210 |
|
5.1 отпуск |
24 |
144 |
|
5.2 по болезни |
7,5 |
45 |
|
5.3 прочие невыходы |
3,5 |
21 |
|
6 Эффективный фонд рабочего времени |
147 |
1974 |
|
7. Коэффициент пересчета явочной численности в списочную (Кяв/сп) |
2,47 |
2,47 |
Коэффициент пересчета явочной численности в списочную
для непрерывного производства рассчитывается по формуле:
Кяв/сп = фкал / фэф
Кяв/сп = 365 / 147= 2,47
Таблица 10 — Баланс рабочего времени для прерывного
производства
|
Наименование |
Прерывное производство, 8 часовой рабочий день |
|
|
дни |
часы |
|
|
1 |
2 |
3 |
|
1 Календарный фонд рабочего времени |
365 |
2920 |
|
2 Выходные дни |
104 |
832 |
|
3 Праздничные и предпраздничные дни |
12 |
96 |
|
4 Номинальный фонд рабочего времени |
249 |
1992 |
|
5 Плановые невыходы на работу всего, в том числе: |
35 |
280 |
|
5.1 отпуск |
24 |
192 |
|
5.2 по болезни |
7,5 |
60 |
|
5.3 прочие невыходы |
3,5 |
28 |
|
6 Эффективный фонд рабочего времени |
214 |
1712 |
|
7. Коэффициент пересчета явочной численности в списочную |
1,16 |
1,16 |
Коэффициент пересчета явочной численности в списочную
для непрерывного производства рассчитывается по формуле:
Кяв/сп = фном / фэф
Кяв/сп = 249 / 214= 1,16
Таблица 11 — Расчет численности рабочих
|
Наименование профессии, специальности |
Тарифный разряд |
Условия труда |
Явочная численность, чел. |
Коэффициент пересчета (Кяв/сп) |
Списочная численность, чел. |
|||||||
|
В смену |
В сутки |
|||||||||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
||||||
|
1 Основные производственные рабочие |
||||||||||||
|
1.1 Прессовщик горячего формования |
5 |
Вред. |
8 |
16 |
2,47 |
32 |
||||||
|
1.2 Прессовщик холодного формования |
4 |
Вред. |
9 |
18 |
2,47 |
36 |
||||||
|
1.3 Шлифовщик |
4 |
Ос.вред. |
3 |
3 |
1,16 |
3 |
||||||
|
1.4Брикетровщик |
4 |
Вред. |
6 |
6 |
1,16 |
6 |
||||||
|
Итого по разделу 1: |
26 |
43 |
77 |
|||||||||
|
2 Вспомогательные рабочие |
||||||||||||
|
2.1 По уходу и надзору: Наладчик оборудования |
5 |
Вред. |
2 |
4 |
2,47 |
8 |
||||||
|
2.2 По ремонту: Слесарь -ремонтник |
4 |
Вред. |
4 |
8 |
2,47 |
16 |
||||||
|
Итого по разделу 2: |
6 |
12 |
24 |
|||||||||
|
3 Прочий персонал |
||||||||||||
|
3.1 Уборщик производственных помещений |
Вред. |
1 |
2 |
2,47 |
4 |
|||||||
|
3.2 Транспортировщик |
3 |
Вред. |
1 |
2 |
2,47 |
4 |
||||||
|
Итого по разделу 3: |
2 |
4 |
8 |
|||||||||
|
ВСЕГО: |
40 |
59 |
109 |
|||||||||
На предприятии действует следующая система оплаты труда: для основного
персонала — сдельно-премиальная, вспомогательного персонала —
повременно-премиальная; для прочего персонала — оклад. Расчёт фонда оплаты
труда рабочих приведён в таблице 12.
Таблица 12 — Расчет фонда оплаты труда рабочих
|
Наименование профессии, специальности |
Часовая тарифная ставка |
Эффективный фонд времени, ч. |
Тарифный ФОТ, руб. |
Доплаты, руб. |
Основной ФОТ, руб. |
Дополнительная з/пл., руб. |
Годовой ФОТ с учетом РК (1,15), руб. |
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
|
1 Основные производственные рабочие |
|||||||
|
1.1 Прессовщик горячего формования |
47,62 |
1980 |
3017203,2 |
2413762,6 |
5430965,76 |
543096,576 |
6870171,686 |
|
1.2 Прессовщик холодного формования |
47,62 |
1980 |
3394353,6 |
2715482,9 |
6109836,48 |
610983,648 |
7728943,147 |
|
1.3 Шлифовщик |
44,31 |
1712 |
227576,16 |
182060,93 |
409637,088 |
40963,7088 |
518190,9163 |
|
1.4 Брикетровщик |
45,76 |
1712 |
470046,72 |
376037,38 |
846084,096 |
84608,4096 |
1070296,381 |
|
Итого по разделу 1, в том числе на вкладыш фрикционный |
16187602,13/2590016,3408 |
||||||
|
2Вспомогательные рабочие |
|||||||
|
2.1 Наладчик оборудования |
41,76 |
1980 |
661478,4 |
529182,72 |
1190661,12 |
119066,112 |
1506186,317 |
|
2.2 Слесарь -ремонтник |
40,81 |
1980 |
1034288,6 |
2327149,44 |
232714,944 |
2943844,042 |
|
|
Итого по разделу 2: |
4450030,358 |
||||||
|
3 Прочий персонал |
|||||||
|
3.1 Уборщик производственных помещений |
30 |
1980 |
237600 |
190080 |
427680 |
42768 |
541015,2 |
|
3.2Транспортировщик |
38 |
1980 |
300960 |
240768 |
541728 |
54172,8 |
685285,92 |
|
Итого по разделу 3: |
1226301,12 |
||||||
|
Всего |
21863933,61 |
Средняя заработная плата в месяц одного рабочего рассчитывается по
формуле:
ЗПр = ФОТр / (Чс*12)= 21863933,61/
(109*12) = 16715,55 руб./мес.
Таблица 13 — Расчет фонда оплаты труда цехового персонала
|
Наименование должности |
Категория |
Количество штатных единиц, чел. |
Оклад по должности, руб./мес. |
Основной ФОТ, руб. |
Доплаты, руб. |
Годовой ФОТ с учетом РК, руб. |
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
|
Начальник цеха |
Рук. |
1 |
18000 |
216000 |
108000 |
372600 |
|
Зам. Начальника цеха |
Рук. |
1 |
16200 |
194400 |
97200 |
335340 |
|
Мастер |
Рук. |
4 |
14500 |
696000 |
348000 |
1200600 |
|
Инженер-технолог |
Спец. |
1 |
13200 |
158400 |
79200 |
273240 |
|
Старший мастер |
Рук. |
1 |
14000 |
168000 |
84000 |
289800 |
|
Итого |
8 |
3697881,12 |
Примечание: в ФОТ цехового персонала включаются затраты на оплату труда
общецеховых вспомогательных рабочих (ст.3, табл. 10) → полученный
результат учитывается в смете цеховых расходов
ЗПр = ФОТр / (Чс * 12)
ФОТобщ. = 21863933,61 + 2471580 = 24335513,61 руб.
ЗПр.п. =24335513,61 / [(109+5)*12] = 17332,98 руб/мес.
5.3 Смета
общепроизводственных расходов
Общепроизводственные расходы — это организационно-управленческие расходы
цеха, которые рассчитываются по статьям затрат в различных формах, что связано
с различиями в системе учета затрат и особенностями производства на
предприятиях разных отраслей промышленности. Они группируются в две сметы:
смета расходов на содержание и эксплуатацию оборудования и смета цеховых
расходов.
Таблица 14 — Смета расходов на содержание и эксплуатацию оборудования
|
Статьи затрат |
Сумма, тыс. руб. |
Примечание |
|
1 Расходы на содержание и эксплуатацию оборудования: |
||
|
1.1 Заработная плата рабочих по уходу и надзору за |
1506186,317 |
Из табл. 11 ст. 2.1.1 |
|
1.2 Страховые взносы |
451855,895 |
30% от ст.1.1 |
|
1.3 Смазочные, обтирочные материалы, мелкие запасные части |
753093,158 |
50% от ст. 1.1 |
|
Итого по статье 1: |
2711135,37 |
|
|
2 Текущий ремонт оборудования: |
||
|
2.1 Заработная плата рабочих по ремонту оборудования; |
2943844,042 |
Из табл. 11 ст. 2.2.1 |
|
2.2Страховые взносы; |
883153,213 |
30% |
|
2.3 Материалы, запасные части, услуги |
362270,259 |
5% от табл. 2 ст.3-5 |
|
Итого по статье 2: |
4189267,513 |
|
|
3 Амортизация производственного оборудования, аппаратуры и |
890275 |
Из табл.2 ст. 3-5 |
|
Итого по статье 3: |
890275 |
|
|
Итого по статьям 1-3: |
7790677,883 |
|
|
4 Прочие расходы, связанные с содержанием и эксплуатацией |
779067,788 |
10% от суммы ст. 1-3 |
|
Всего по смете: |
8569745,971 |
|
|
В том числе на вкладыш фрикционный 8БС.045.004 |
1371159,307 |
Таблица 15 — Смета цеховых расходов
|
Статьи затрат |
Сумма, тыс. руб. |
Примечание |
|
1 Заработная плата цехового персонала |
3697881,12 |
Из табл. 12 + ст. 3 табл. 11 |
|
2 Страховые взносы |
1109364,336 |
30% от ст. 1 |
|
3 Содержание и текущий ремонт производственных зданий и |
427640,8 |
5% от ст. 1-2 табл. 2 |
|
4 Амортизация (аренда) зданий и сооружений |
118500 |
Из табл. 2 |
|
Итого по статьям 1-4: |
5353386,256 |
|
|
5 Прочие цеховые расходы |
535338,626 |
10% |
|
Всего цеховых расходов: |
5888724,882 |
|
|
В том числе на вкладыш фрикционный 8БС.045.004 |
942195,981 |
5.4 Расчет
калькуляции себестоимости
По экономическим однородным элементам рассчитывается себестоимость, если
производится единственный вид продукции.
Таблица 16 — Калькуляция себестоимости вкладыша фрикционного из
композиции ФК-16Л. Планируемый объем производства 30000/45259 шт/год.
|
Наименование затрат |
Единица измерения |
Цена за единицу измерения, руб. |
Затраты на годовой выпуск колодки д/п |
Затраты на 1 шт д/п |
||
|
Кол-во |
Сумма, руб. |
Количество |
Сумма, руб. |
|||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
|
1Основное сырье и материалы: |
||||||
|
1.1 Асбест |
кг |
26,56 |
68340/ 103100 |
1815110/ 2738336 |
2,278 |
60,504 |
|
1.2 Концентрат баритовый |
кг |
4 |
55320/ 83458 |
221280/ 333832 |
1,844 |
7,376 |
|
1.3 Смола |
кг |
95 |
37920/ 57207 |
3602400/ 5434665 |
1,264 |
120,08 |
|
Итого по ст. 1 |
5638790/ 8506833 |
187,96 |
||||
|
2 Вспомогательные материалы |
||||||
|
2.1 наполнитель металлический |
кг |
169,49 |
28500/ 42996 |
4830465/ 7287392 |
0,950 |
161,016 |
|
2.2 Спирт этиловый |
кг |
173 |
48090/ 72550 |
8319570/ 12551150 |
1,603 |
277,319 |
|
Итого по ст. 2 |
13150035/ 19838542 |
438,335 |
||||
|
3 Топливо и энергия |
||||||
|
3.1 Электроэнергия |
кВт/ч |
2,8 |
459900/ 688389 |
1287720/ 1927489 |
15,33/15,21 |
33,051/ 32,793 |
|
3.2 Сжатый воздух |
Тыс.м3 |
605 |
3600 |
2178000 |
0,02 |
12,1 |
|
Итого по ст. 3 |
3465720/ 4105489 |
45,151/ 44,892 |
||||
|
4 Основная и дополнительная заработная плата основных |
2590016,34 |
86,33/57,22 |
||||
|
5 Страховые взносы |
777004,9 |
25,9/17,17 |
||||
|
6 Расходы на содержание и эксплуатацию оборудования |
1371159,3 |
45,7/30,3 |
||||
|
7 Цеховые расходы |
942195,98 |
31,4/20,82 |
||||
|
8 Производственная (цеховая) себестоимость |
27934921,53/38131240,53 |
931,16/842,51 |
||||
|
9 Общезаводские и прочие производственные расходы |
2590016,34 |
86,33/57,23 |
||||
|
10Производственная себестоимость |
30524937,87/40721256,87 |
1017,49/899,74 |
||||
|
11 Коммерческие расходы |
305249,38/407212,57 |
10,18/9,00 |
||||
|
12 Полная себестоимость |
30830187,25/41128469,44 |
1027,67/908,74 |
6. Разработка
проекта цены
В данном проекте готовой продукцией является тормозная колодка из
композиции ФК-16Л. Планируемый процент надбавки 60%.
Ц = 908,74+908,74*60/100=1453,98 руб./шт.
7. Расчет и
анализ критического объема продаж
Для анализа безубыточности нужно:
) распределить совокупные издержки (полную
себестоимость из табл. 14) на переменные и постоянные, учитывая, что:
переменные издержки равны итогу табл.8
ИПр пер. = 32450,864 тыс. руб. (таблица 
Ипост= С-Ипер.,
где С — полная себестоимость (табл. 16)
ИПр пост = СПр — ИПр
пер = 41128,469-32450,864 = 8677,605 тыс. руб.
) привести расчет переменных и постоянных издержек на единицу продукции
dИПр
пер = 32450864 / 43813 = 740,67 руб.
dИПр
пост= 8677605 / 43813 = 198,06 руб.
3) рассчитать объем производства продукции,
соответствующий точке безубыточности (ТБ) или иначе — критическому объему
продаж, порогу рентабельности:
ТБ = Ипост./(Ц-dИпер.),
где Ипост — постоянные издержки годового выпуска продукции;
dИпер — переменные издержки на единицу продукции.
ТБПр = 8677605,44 / (1453-740,67) = 12165 шт/год
Анализ проводится в краткосрочный период, когда цена и
постоянные издержки неизменны.
Запас финансовой прочности (ЗФП), выраженный в
процентах, показывает, на сколько процентов можно сократить текущий объем
продаж, не впадая в убытки:
ЗФП = (ТР-ТБ)*100/ТР,
где ТР — текущая реализация, объем продаж в
соответствии с производственной программой.
ЗФППр = (43813 — 12165)*100/ 43813= 72,23%
8.
Организационное обеспечение проекта
По проекту принята непрерывная рабочая неделя по две
смены в день. Продолжительность смены 12 часов. Оплата труда рабочих
производится по сдельно-премиальным расценкам. Оплата труда
административно-управленческого персонала — по должностным окладам.
В проекте управляющий персонал цеха вальцевания
«БзАТИ» представляют: начальник цеха, его заместитель, мастер,
инженер-технолог, старший мастер.
К вспомогательному отделу можно отнести
ремонтно-механическую службу, которая обеспечивает своевременный осмотр и
ремонт оборудования.
Описание технологического процесса представлено в
разделе 5.
На заводе осуществляется проверка качества полученных от поставщиков
материалов, соответствие их стандартам ТУ, условиям договора и в случаях их
нарушения предъявляются претензии поставщикам. На ОАО «БзАТИ» предусматривается
система контроля качества, которая предусматривает входной контроль сырья и
материалов согласно СТОСМК — ОТК- 19 (методика оценки качества).
Особое внимание при анализе уделяется выполнению плана
материально-технического снабжения по срокам поставки материальных ресурсов или
ритмичности поставок.
Неритмичная поставка материальных ресурсов ведет к простоям оборудования,
потерям рабочего времени, необходимости сверхурочных работ. Оплата простоев не
по вине рабочих и сверхурочных работ ведет к увеличению себестоимости
выпускаемой продукции и соответственно к снижению прибыли предприятия.
9. Расчет
финансовых результатов проекта
.1 Расчет
коэффициентов инфляционной корректировки и дисконтирования
Прогнозы темпов инфляции на 2014 — 2016 гг. были взяты с сайта
Минэкономразвития России
Процентная ставка ВТБ24 составляет 16,45%, по данным материала с сайта
www.vtb24.ru
Таблица 17 — Расчет коэффициентов инфляционной корректировки и
дисконтирования
|
Год |
Квартал |
Прогнозы темпов инфляции (i), % |
Коэффициент инфляционной корректировки (D) |
Ставка процента (r) |
Норма дисконта (E) |
Коэффициент дисконтирования (б) |
|
2014 |
1 |
1,3 |
1,013 |
4,11 |
0,054 |
0,949 |
|
2 |
1,4 |
1,053 |
4,11 |
0,055 |
0,899 |
|
|
3 |
1,6 |
1,070 |
4,11 |
0,057 |
0,851 |
|
|
4 |
1,5 |
1,086 |
4,11 |
0,056 |
0,806 |
|
|
2015 |
5 |
1,140 |
16,45 |
0,214 |
0,664 |
|
|
2016 |
4,5 |
1,191 |
16,45 |
0,209 |
0,548 |
9.2 Расчет
финансовых результатов
Финансовые результаты, получаемые от инвестиций, прогнозируют на период
времени, за который они окупят первоначальные инвестиции, и будут приносить
доход (3 — 5 лет). Расчёт чистого дохода приведён в таблице 18.
Таблица 18 — Расчет чистого дохода
|
Показатели |
В текущих ценах, руб. |
В прогнозных ценах, руб. |
|||||
|
2014 |
2015 |
2016 |
|||||
|
1 |
2 |
3 |
4 |
||||
|
1 Выручка от реализации |
47752889/63705225 |
12536507,08/16724454,18 |
12878888,75/17181211,92 |
13071470,26/17438127,23 |
54438293,46/72623956,50 |
56873690,80/75872922,98 |
|
|
2 Текущие затраты: 2.1 — всего |
30830187/41128969 |
7700789,51/10273102,90 |
8093811,05/10797406,38 |
8314859,27/11092291,87 |
8439193,61/11258157,91 |
35146413,47/46886455,16 |
36718753,01/48984007,10 |
|
2.2 — в том числе амортизация |
8673/66857 |
21385,48/16485,29 |
21623,10/16668,46 |
21860,71/16851,63 |
21860,71/16851,63 |
86730,00/66857,00 |
86730,00/66857,00 |
|
3Налогооблагаемая прибыль |
16922702/2257676 |
4226966,35/5639240,56 |
4442696,03/5927047,80 |
4564029,48/6088920,05 |
4632276,65/6179969,32 |
19291880,00/25737501,34 |
20154937,78/26888915,87 |
|
4 Налог на прибыль(20%) |
338454/4515351 |
845393,27/1127848,11 |
888539,21/1185409,56 |
912805,90/1217784,01 |
926455,33/1235993,86 |
3858376,00/5147500,27 |
4030987,56/5377783,17 |
|
5 Чистая прибыль |
13538161/18061405 |
3381573,08/4511392,45 |
3554156,82/4741638,24 |
3651223,58/4871136,04 |
3705821,32/4943975,46 |
15433504,00/20590001,07 |
16123950,23/21511132,70 |
|
6 Прирост чистой прибыли |
4523234 |
1129819,37 |
1187481,42 |
1219912,45 |
1238154,14 |
5156497,07 |
5387182,47 |
|
7 Чистый доход |
13624891/18128262 |
3403236,57/4528092,04 |
3576925,94/4759190,13 |
3674614,55/4889167,28 |
3729562,05/4962276,32 |
15532376,20/20666218,05 |
16227245,66/21590759,38 |
|
8 Прирост чистого дохода |
4523243 |
1129819,37 |
1187481,42 |
1219912,45 |
1238154,14 |
5156497,07 |
5387182,47 |
9.3 Расчет
чистой текущей стоимости проекта
Чистая текущая стоимость (ЧТС) показывает, какой
чистый совокупный доход за все годы существования проекта будет получен
инвестором. На основе значения ЧТС рассчитываются показатели эффективности
инвестиций — индекс доходности, срок окупаемости и рентабельность инвестиций.
Расчет ЧТС приведен в таблице 19.
Таблица 19 — Расчет чистой текущей стоимости проекта (тыс. руб.)
|
Год |
Квартал |
Инвестиции, тыс. руб. |
Финансовый результат в прогнозных ценах, тыс. руб. |
Дисконтированный Финансовый результат, тыс. руб. |
Чистая текущая стоимость, тыс. руб. |
|
1 |
2 |
3 |
4 |
5 |
6 |
|
2014 |
1 |
1006,76 |
2712,22 |
2473,897 |
-206,003 |
|
2 |
3082,954 |
2771,576 |
2565,573 |
||
|
3 |
3407,6 |
2899,868 |
5465,441 |
||
|
4 |
3299,483 |
2659,383 |
8124,824 |
||
|
2015 |
14274,4 |
9478,202 |
17603,026 |
||
|
2016 |
14883,65 |
8156,24 |
25759,266 |
Шаг расчета, на котором ЧТС примет положительное
значение, показывает период, в котором окупятся инвестиции финансовым
результатом. Данный проект окупится за первый год существования.
10. Расчет
технико-экономических показателей (ТЭП)
) Выручка от реализации продукции:
В = Цi * Ni,
где Ni — годовой объем производства продукции в соответствии с
производственной программой.
ВД = 29042*1644,27= 47 752 889 руб.
ВПр = 43813*1453,98= 63 703 225 руб.
) Выработка: — на одного рабочего:
вД = В/Чс=47 752 889 / 109 = 438 099,9 руб./чел.
вПр = В/Чс=63 703 225 / 109 = 584 433,3 руб./чел.
на одного работающего:
вД = В/ПППс=47 752 889 / 117 = 408 144,4 руб./чел
вПр = В/ПППс=63 703 225 / 117 = 544 472,0 руб./чел
) Прибыль от реализации продукции:
Пр = В — С,
где С — полная себестоимость годового объема реализованной продукции
![]() = В — С=47 752 889 — 30 830 187= 16 922 702 руб.
= В — С=47 752 889 — 30 830 187= 16 922 702 руб.
![]() = В — С=63 703 225 — 41 128 469 = 22 574 756 руб.
= В — С=63 703 225 — 41 128 469 = 22 574 756 руб.
) Чистая прибыль:
Пч = Пр — НП,
где НП — налог на прибыль;
НП = Пр * СНП/100,
где СНП — ставка налога на прибыль в процентах.
НПД = 16 922 702 * 20/100= 3 384 540 руб.
![]() = 16 922 702 — 3 384 540 = 13 538 162 руб.
= 16 922 702 — 3 384 540 = 13 538 162 руб.
НППр = 22 574 756 * 20/100= 4 514 951 руб.
![]() = 22 574 756 — 4 514 951= 18 059 805 руб.
= 22 574 756 — 4 514 951= 18 059 805 руб.
) Рентабельность продукции:
= (Пр/С)*100
Д
= (16 922 702 /30 830 187)*100= 54,9%Пр = (22 574 756 /41 128
469)*100= 54,9%
) Рентабельность продаж:
= (Пр/В)*100
Д
= (16 922 702 /47 752 889)*100=35,4 %Пр = (22 574 756 /63 703
225)*100=35,4 %
) Рентабельность основных фондов (фондорентабельность):
= (Пч/ОФ)*100
RД = (13 538 162 /15 798 221)*100= 85,7%Пр = (18
059 805 /15 599 490)*100= 115,7%
) Фондоотдача:
о = В/ОФ
оД = 47 752 889 / 15 798 221=3,02 %оПр = 63 703 225
/ 15 599 490=4,08 %
) Фондоемкость:
е = ОФ/N
еД = 15 798 221 /29042=543,98 руб.*шт./годеПр = 15
599 490 /43813=356,05 руб.*шт./год
) Материалоемкость:
МЕ = Зм/ N,
где Зм — годовые затраты на сырье, материалы в себестоимости
продукции.
МЕД = (13 150 035+5 638 790)/29042=646,95 руб.* шт./год
МЕПр = (19 838 542+8 506 833)/43813=646,96 руб.* шт./год
) Энергоемкость:
ЭЕ = Зэ/ N,
где Зэ — затраты на энергетические ресурсы в себестоимости
продукции.
ЭЕД = 3 465 720/29042 = 119,33 руб.* шт./год
ЭЕПр = 4 105 489/43813 = 93,7 руб.* шт./год
) Затраты на 1 рубль товарной продукции:
Зт.п. = С/В.
![]() = 30 830 187/47 752 889 =0,65 руб.
= 30 830 187/47 752 889 =0,65 руб.
![]() = 41 128 469 /63 703 225 =0,65 руб
= 41 128 469 /63 703 225 =0,65 руб
) Срок окупаемости основных фондов:
фок = ОФ/Пч.
![]() = 15 798 221 /13 538 162 =1,67 года
= 15 798 221 /13 538 162 =1,67 года
![]() = 15 599 490 /18 059 805 =0,86 года
= 15 599 490 /18 059 805 =0,86 года
14) Срок окупаемости инвестиций без учета фактора времени:
фок = Кинв/Пч;
фок = 1 006 760 /18 059 805 = 0,056 года
) Срок окупаемости инвестиций с учетом фактора времени:
фок = Кинв/{[∑(Пчt * бt)]/
Т};
фок= 1 006 760 /(∑(Пчt * бt)]/5)=
1 006 760 /5707,833=0,28 года
) Рентабельность инвестиций без учета фактора времени:
= (Пч/Кинв)*100
R = (18 059 805 /1 006 760)*100=1793,9%
) Рентабельность инвестиций с учетом фактора времени:
= {[∑(Пчt * бt)]/ Т}* 100/Кинв;= [∑(Пчt
* бt)]/3*100/2679900 = 355%
) Индекс доходности инвестиций:
И = ЧТС/Кинв.
И = ЧТС/Кинв =25 759 266/ 2 679 900=9,6%.
Заключение
Производство колодки из композиции ФК-16Л спроектировано на базе данных
ОАО «БзАТИ». Срок окупаемости предлагаемого проекта около одного года. Выручка
от реализации продукций 39 836 966 руб. Чистая прибыль в год составляет 11
945 961 руб.
Эффективность доходности составил 9,6% при данных параметрах
использования оборудования (коэффициент использования 0,6). При одновременном
производстве колодок данного проекта, и колодок схожих параметров производство
быстро окупит вложения в производство.
Для инвесторов данный проект считается эффективным, так как
капиталовложения окупаются в течение года. Этот проект может быть применен на
производстве.
Список
литературы
1 Полякова Л.В. Инвестиционный проект
и оценка его эффективности: методические указания к практическим занятиям/ Алт.
гос. техн. ун-т им. И.И. Ползунова. — Барнаул: изд-во АлтГТУ, 2007. — 24 с.
Горемыкин В.А., Нестерова Н.В.
Энциклопедия бизнес-планирования. Методика разработки 25 реальных образцов
бизнес-планов. — Изд-во «Ось-89», 2006. — 590 с.
Клоков И.В. Бизнес-планирование на
компьютере: быстро и просто. — Изд-во «Питер Пресс», 2006. — 224 с.
Петров К.Н. Как разработать
бизнес-план: практическое пособие с примерами и шаблонами. — Изд-во «Williams», 2007. — 384 с.
Бекетова О.Н. Бизнес-планирование:
теория и практика. — М: Изд-во «Альфа-Пресс», 2006. — 271 с.
6 Полякова Л.В, Горлова Н.Н. Бизнес-план инновационного
проекта/Методические указания к выполнению организационно-экономической части
дипломного проекта для студентов инженерных специальностей заочного фак-та. —
Барнаул: Изд-во АлтГТУ, 2003. — 60 с.
7 Полякова Л.В., Матиевская Г.А.
Анализ рентабельности капитала хозяйствующего субъекта. Методические указания /
Алт-, гос. техн. ун-т им. И.И. Ползунова. — Барнаул: Изд-во АлтГТУ, 1995. — 5
с.
Полякова Л.В., Горлова Н.Н. Анализ
использования основных фондов и расчет показателей эффективности. Методические
указания и варианты заданий к выполнению лабораторной работы для студентов
инженерных специальностей заочного факультета/ Алт. гос. техн. ун-т им.
И.И.Ползунова. — Барнаул: Изд-во АлтГТУ, 2003.-23 с.
Полякова Л.В., Берлова Т.М. Оплата
труда персонала: Методические указания / Алт. гос. техн. ун-т им.
И.И.Ползунова. — Барнаул: Изд-во АлтГТУ, 2006. — 28 с.
. Полякова Л.В. Методические рекомендации
к выполнению организационно-экономической части дипломного проекта для
студентов инженерных специальностей/ Алт. гос. техн. ун-т им. И.И. Ползунова. —
Барнаул: Изд-во АлтГТУ им. И.И. Ползунова, 2007. — 29 с.
11 www.vtb24.ru Процентная ставка ВТБ24