Расчет для подбора поршневого компрессора
Выбор поршневого компрессора осуществляется исходя из следующих основных критериев:
- предполагаемого режима работы;
- максимального рабочего давления;
- чистоты (качества) сжатого воздуха;
- объемного расхода воздуха.
Разберем подробнее каждый из критериев.
Режим работы компрессора
Поршневой компрессор не предназначен для непрерывной работы. Общее время работы компрессора в течение дня зависит от его класса и составляет от 4 до 10 часов. Поэтому, основное, что надо учитывать при выборе — класс компрессора зависит от предполагаемого режима его работы.
Например, расход воздуха у пневмооборудования составляет 100 л/мин, предполагаемое время работы 8 часов в день — какой компрессор выбрать?
Если при выборе компрессора исходить только из требования обеспечить производство 100 л/мин, то для этого подойдут и полупрофессиональный и промышленный компрессоры. Но с учетом того, что время работы 8 часов, необходим промышленный компрессор с ременным приводом.
Максимальное рабочее давление
При выборе максимального рабочего давления руководствуются правилом — давление, создаваемое компрессором, должно быть выше, чем у потребителей сжатого воздуха. Любой компрессор работает следующим образом: накачав воздух до максимального рабочего давления Рmax, компрессор отключается.
Повторное его включение происходит после падения давления до давления включения Pmin. Разница между Рmax и Рmin обычно составляет 2 бар.
Изменение заводских настроек Рmax и Рmin возможно. Реле давления (прессостат) — устройство, управляющее включением — выключением компрессора, позволяет изменять как величины Рmax и Рmin (правда, только в меньшую сторону), так и разницу между ними (так называемую «дельту»). Однако лучше не менять заводские настройки реле давления, а для понижения давления устанавливать регуляторы давления (редукторы) непосредственно перед потребителями сжатого воздуха.
Необходимо также учесть, что по пути сжатого воздуха от компрессора до потребителей происходит падение давления. Чем протяженнее магистраль, чем больше в ней местных сопротивлений (запорной арматуры, уголков, тройников, различных фитингов и т.п.), тем падение давления выше. Кроме того, если сравнить два участка трубопровода одинаковой длины с разными диаметрами, например 1/2″ и 3/4″, то в «полдюймовой» трубе падение давления также будет выше. Падение давления происходит и в оборудовании для подготовки воздуха: при прохождении через осушитель на 0,2 бар, а при прохождении каждого их микрофильтров на 0,1…0,15 бар, причем по мере загрязнения фильтрующего элемента эта величина будет увеличиваться.
Поэтому при выборе максимального рабочего давления следует учитывать особенности конструкции пневматической магистрали и комплектность оборудования для подготовки сжатого воздуха.
Чистота (качество) сжатого воздуха
Атмосферный воздух, всасываемый компрессором, может содержать в 1 м3 до 180 млн. частиц пыли, а содержание масла составляет 0,01… 0,03 мг/м3. При сжатии, например, до 10 бар, концентрация загрязняющих веществ увеличивается в 11 раз и в 1 м3 сжатого воздуха будет содержаться уже более 2 млрд. частиц пыли. Источником загрязнения воздуха является и сам компрессор — в зависимости от типа компрессора в сжатый воздух добавляется 2…50 мг/м3 частиц масла в виде аэрозоли и пара.
Кроме того, при сжатии воздуха образуется значительное количество конденсата, объем которого в зависимости от производительности компрессора и режима его работы может достигать десятков литров в сутки.
Поэтому, сжатый воздух, производимый поршневым компрессором, обычно подлежит тем
или иным видам подготовки: осушке (удалению влаги) и очистке (удалению масла и твердых частиц).
Подготовка воздуха необходима, даже если используется безмасляный поршневой компрессор. Ведь при отсутствии в сжатом воздухе масла, в нем обязательно содержатся влага и твердые частицы.
Объемный расход воздуха
Существуют два основных метода определения расхода воздуха: экспериментальный и расчетный.
Экспериментальный метод включает в себя:
- установку (врезку) на участке пневмосистемы специальной измерительной аппаратуры, позволяющей определить реальный расход воздуха на этом участке;
- определение расхода воздуха с помощью хронометрирования – измерения величины падения давления в системе за единицу времени.
Расчет расхода воздуха выполняется на основании паспортных данных пневмооборудования с учетом его загруженности. Как правило, оборудование используется в работе не постоянно, а с определенными перерывами. Поэтому у каждого вида оборудования есть свой, так называемый, коэффициент использования.
Расчет проводится по следующей формуле: Q = Q1*k1+ Q2*k2 +… + Qn*kn, гдe Q — общее потребление воздуха. Q1, Q2. …Qn — потребление воздуха каждой единицей пневмооборудования. k1, k2, … kn — коэффициенты использования оборудования.
|
Количество потребителей сжатого воздуха |
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
|---|---|---|---|---|---|---|---|---|---|---|
|
Коэффициент синхронности оборудования |
1 |
0,95 |
0,91 |
0,87 |
0,84 |
0,81 |
8,78 |
0,76 |
0,74 |
0,71 |
Коэффициент использования оборудования можно определить опытным путем, либо воспользоваться ориентировочными значениями. Например, если какой-то инструмент работает, в среднем, 20 мин в течение часа, то его коэффициент использования составляет 0,33, или 33%. И при указании в паспорте инструмента величины расхода воздуха 400 л/мин, для расчета используется 0,33 х 400 = 133 л/мин.
Для справки в Таблице 1 приведены средние значения расхода воздуха и коэффициенты использования для оборудования, наиболее часто используемого в автосервисе.
Далее учитывается вероятность одновременной работы всего оборудования, Она определяется коэффициентом синхронности работы оборудования, значения которого приведены в Таблице 2.
Таким образом, рассчитанное ранее значение общего потребления сжатого воздуха необходимо умножить на соответствующий коэффициент синхронности. И уже на основании полученной величины выбирать компрессор.
Практический пример расчета и выбора поршневого компрессора
В качестве примера рассмотрим порядок расчета и выбора поршневого компрессора для небольшого автосервиса (компрессор для покраски автомобиля). Предполагаемое использование компрессора на промышленном предприятии, сразу говорит о том, что необходим промышленный компрессор с ременным приводом.
Допустим, что автосервис планирует организовать участок слесарного ремонта автомобилей с четырьмя рабочими постами. Основными потребителями сжатого воздуха в этом случае будут 4 гайковерта на рабочих постах рядом с подъемниками. Кроме того, необходимо предусмотреть возможность дополнительных разовых подключений различного пневмооборудования (например, продувочных пистолетов, пистолетов для подкачки колес и т.п.). Расход воздуха у каждого гайковерта составляет 500 л/мин. Требуется подобрать поршневой компрессор для обеспечения данного производства сжатым воздухом.
Порядок выбора оборудования может быть следующим.
1. Определение максимального рабочего давления.
При работе пневмоинструмента используется давление 6-6,5 бар. Следовательно, минимальное рабочее давление компрессора Рmin компрессора должно быть не менее 6,5 бар. Кроме того, необходим «запас по давлению» для того, чтобы компенсировать падение давления в пневматической магистрали. Поэтому, выбираем компрессор с Pmin= 8 бар и Рmах = 10 бар.
2. Обеспечение необходимого качества воздуха. Подробное рассмотрение вопросов подготовки воздуха будет рассмотрено в других материалах.
3. Определение необходимого расхода воздуха. Расход воздуха у каждого гайковерта составляет 500 л/мин. Примем коэффициент использования оборудования равным 0,2. В этом случае, общее потребление воздуха составит: Q = 500 х 4 х 0,2 = 400 л/мин.
Умножая это значение на соответствующий коэффициент синхронности работы оборудования (при использовании 4-х потребителей он равен 0,87), получим: Q = 400 х 0,87 = 348 л/мин.
Возможность дополнительного разового подключения различного пневмооборудования учтем увеличением полученной выше величины на 25%.
Итого: общее потребление воздуха составляет 435 л/мин.
Далее рассчитаем теоретическую производительность компрессора (производительность на всасывании) с учетом коэффициента производительности компрессорной группы. У промышленных компрессоров этот коэффициент равен 0,7-0,75.
Qтеор=435/0,75=580 л/мин.
Если выбрать поршневой компрессор, ориентируясь только на Qтеор, то получится, что компрессор практически все время работает в режиме нагнетания.
Увеличив Qтеор на 15-20% (на т.н. «запас по производительности»), определим, что необходим компрессор с производительностью на всасывании 700 л/мин.
Выберем компрессор с Qтеор = 700 л/мин из модельного ряда Белорусской компании REMEZA:
- СБ4/С-100.LB75 (880 л/мин, 10 бар);
- СБ4/С-270.LB75 (880 л/мин, 10 бар);
Как видно, компрессоры имеют два типоразмера ресиверов — 100л и 270л. И если говорить о поршневых компрессорах в целом, то часто одна и та же компрессорная группа устанавливается на ресиверах разных объемов.
Как выбрать необходимый объем ресивера?
Ресивер выполняет следующие основные функции: хранение сжатого воздуха, его охлаждение, сглаживание воздушных пульсаций. Объем ресивера выбирают на основании предполагаемого характера потребления воздуха. Если оно равномерно, то при прочих равных условиях подойдет ресивер меньшего объема. Если же возможны пиковые нагрузки, то лучше выбрать больший объем.
Для того чтобы правильно выбрать ресивер для компрессора нужного объема необходимо математически описать режим работы компрессора. Это делает при помощи двух формул.
Рассмотрим работу компрессора в режиме нагнетания. В данном режиме сжатый воздух, произведенный компрессором, поступает в ресивер и одновременно выходит из него за счет работы подключенных потребителей. Разница между произведенным воздухом (производительностью компрессора, QK) и расхо¬дом воздуха (предполагается, что расход воздуха постоянный) Qpacx будет «собираться» в ресивере. Если объем ресивера обозначить Vp, то время работы компрессора в режиме нагнетания определяется по формуле: t1 = Vp*(Pmax — Pmin) / (Qк — Qpacx)
Затем в режиме ожидания компрессор не производит сжатый воздух. Работа пневмооборудования происходит за счет сжатого воздуха, находящегося в ресивере. Время падения давления в ресивере от Рmax до Pmin рассчитывается так:
- t2=Vp*(Pmax-Pmin)/Qpacx
- В нашем случае: Рmах = 10 бар; Pmin = 8 бар;
- QK — определим уменьшением теоретической производительности компрессоров на 25%; Qpacx = 660 л/мин.
- Проведем проверочный расчет режима работы для обоих компрессоров. Величина QK (LB75) = 880 л/мин;
Результаты расчетов приведены в Таблице.
|
Модель компрессора |
t1, мин |
t2, мин |
|---|---|---|
|
СБ4/С-100.LB75 |
0,91 |
0,3 |
|
СБ4/С-270.LB75 |
2,45 |
0,82 |
Анализ полученных значений говорит о том, что вариант с ресивером 100 л (СБ4/С-100.LB75) наименее подходящий, т.к. компрессор будет часто включаться/выключаться и иметь слишком малое время для «отдыха».
Вариант с ресивером 270 л (СБ4/С-270.LB75) — оптимальное решение: приемлемое время работы в режиме нагнетания и время для «отдыха».
Часто у потребителей компрессорного оборудования возникает вопрос — можно ли увеличить «количество сжатого воздуха» установив после компрессора дополнительные ресиверы? Этот вопрос актуален в тех случаях, когда имеющийся компрессор не удовлетворяет потребность в сжатом воздухе. И установка дополнительных ресиверов представляется решением проблемы.
Из Таблицы 3 хорошо видно, что увеличение объема ресивера не приводит к увеличению «количества сжатого воздуха». Более того, при использовании ресивера большего объема происходит увеличение времени работы компрессора в режиме нагнетания. А это в свою очередь может привести к перегреву компрессорной группы и ее преждевременному выходу из строя.

Режим работы поршневого компрессора
Режим работы компрессора напрямую зависит от теплового режима поршневой головки.
Понятное дело, что воздух, сжимаясь в цилиндре компрессора, нагревается. Часть тепла при этом поглощается деталями конструкции головки компрессора, и если не обеспечить теплоотвод, их температура будет возрастать выше допустимой нормы и головка не будет успевать охлаждаться.
В «лучшем» случае это приведет к ускоренному износу поршневой группы, в худшем — компрессор заклинит сразу же.
Естественно, при проектировании компрессора это учитывается. Но те простые меры, которые принимаются для обеспечения теплосъема (в частности, обдув воздухом и изготовление поршневой головки из сплавов с высокой теплопроводностью), хоть и повышают эффективность охлаждения, но являются недостаточными для того, чтобы компрессор мог работать в непрерывном режиме достаточно долгое время.
Поэтому поршневые компрессоры изначально рассчитываются на периодическую эксплуатацию, с обязательными перерывами, необходимыми для охлаждения головки.
Коэффициент внутрисменного использования
В зависимости от допустимого режима эксплуатации и выходных характеристик зарубежные производители делят свои компрессоры на несколько классов:
-хобби (полупрофессиональные);
-профессиональные;
-промышленные.
О их устройстве и конструктивных отличиях мы поговорим в отдельной статье, сейчас лишь отметим, что для каждого типа существует свой так называемый коэффициент внутрисменного использования (Кви).
Этот коэффициент составляет:
-для полупрофессиональных компрессоров — 0,15–0,2;
-профессиональных — 0,4–0,5;
-промышленных — 0,6–0,7.
Что значат эти цифры? Они показывают, какую часть времени компрессор может работать без перерывов. Количественно Кви определяется как отношение времени работы компрессора в режиме нагнетания к общему времени продолжительности рабочего цикла.
То есть, учитывая, что за максимальную продолжительность цикла принимают 10-минутный отрезок времени, компрессор промышленного типа должен работать в режиме нагнетания 6–7 минут, после чего 3–4 минуты «расслабляться».
В целом компрессоры, способные дольше работать в непрерывном режиме более надежны, ресурс их выше. Как, впрочем, и стоимость, поскольку достигается такая надежность использованием более совершенных материалов и схемных решений.
Еще один важный момент: поршневой компрессор обязательно должен иметь «запас по производительности», то есть его производительность должна быть всегда больше, чем реальное воздухопотребление. Для чего? А для того, чтобы компрессор, производя сжатого воздуха больше, чем расходуется, сам создавал для себя задел, позволяющий ему время от времени «отдыхать».
Величина запаса производительности определяется одноименным коэффициентом, зависящим от класса компрессора. До него мы еще дойдем. В общем можно сказать, что запас производительности должен быть тем больше, чем ниже класс компрессора в вышеприведенной «табели о рангах». То есть отдав предпочтение, например, более дешевой полупрофессиональной технике, нужно заложить в расчеты больший запас по производительности.
Компрессор в таблицах и графиках
Данная статья взята из журнала «Автомобиль и сервис», июнь 2001 года. Она посвящена поршневым компрессорам, используемым в автосервисе, и может быть полезна с точки зрения общих подходов к выбору компрессорного оборудования и организации пневмосетей.
На первый взгляд тема выбора источника сжатого воздуха для автомастерской не кажется достаточно интересной. Однако не зря говорят, что первое впечатление бывает обманчивым. Более близкое знакомство с проблемой озадачивает и вызывает массу вопросов. Как правильно определить потребность в сжатом воздухе, как на основании полученных данных рассчитать оптимальные характеристики компрессора, может ли компрессор малой производительности, оснащенный большим ресивером, заменить компрессор большей производительности с меньшим ресивером, чем различаются входные и выходные параметры компрессора и как это учитывают в расчетах? Для ответа на эти и другие вопросы пришлось изучить массу специальной литературы, провести не одну беседу с продавцами и специалистами по ремонту. Вот что удалось выяснить…
Сжатый воздух в условиях автосервисного предприятия находит применение не только для подкачки колес – это известно. Различное авторемонтное оборудование: шиномонтажные станки, окрасочно-сушильные камеры, некоторые типы автомоек используют пневмопривод. Окрасочные работы выполняются только с использованием сжатого воздуха, профессиональных окрасочных пистолетов с электроприводом нет в программе ни у одного производителя. Это те случаи, когда без сжатого воздуха просто не обойтись.
Что еще может заставить авторемонтника задуматься о приобретении компрессора? Конечно же, желание механизировать наиболее трудоемкие виды работ с использованием разнообразного пневмоинструмента. Его преимущества в сравнении с традиционно применяющимся электроинструментом не для всех очевидны, но тем не менее бесспорны.
Пневмоинструменты существенно превосходят своих электроконкурентов по надежности и ресурсу, побивая их почти вдвое по энерговооруженности – отношению мощности к единице веса. Именно поэтому они как нельзя лучше приспособлены для напряженной профессиональной работы, в условиях которой их применение наиболее экономически выгодно.
Не важно, какая из указанных причин привела вас к мысли приобрести компрессор, важно, как это сделать грамотно.
С чего начать
«Скажите, у вас есть компрессор с пятидесятилитровым ресивером?» – нередко с такого или подобного вопросов начинается беседа покупателя с менеджером. После этого продавцу приходится тратить много времени на то, чтобы объяснить, что задать такой вопрос – все равно что спросить, есть ли в продаже автомобиль с четырьмя колесами и что объем ресивера никак не может являться отправной точкой при выборе компрессора. Из чего же нужно исходить, делая выбор?
Исходить нужно из потребностей. Мысль не очень оригинальная, но справедливая, причем справедливая при выборе любого оборудования. Поскольку лучше всего о своих потребностях осведомлены мы сами – за нами и первое слово. Перед тем, как нанести визит продавцу гаражного оборудования, нужно по возможности более точно подсчитать количество потребителей сжатого воздуха, определить их рабочие параметры (давление и номинальный расход воздуха) ипредполагаемый режим работы.
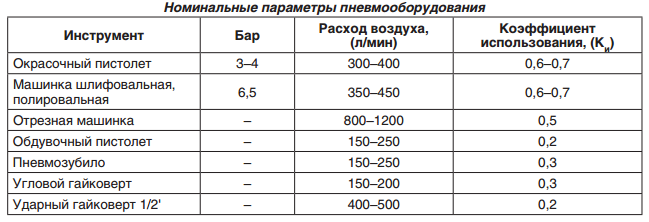
Рабочие параметры пневмоинструмента или пневмооборудования указываются в паспорте. Если по каким-либо причинам эта информация отсутствует, можно у своих коллег или любого продавца пневмооборудования выяснить характеристики аналогичных устройств. Как правило, возможная небольшая ошибка не будет роковой. Для справки мы приводим параметры наиболее часто применяемого в автосервисной практике инструмента.
Понятно, что пневмоинструмент используется в работе не непрерывно, а время от времени, соответственно изменяется текущее воздухопотребление. Для определенияхарактеристик компрессора ориентируются на усредненное значение потребности в сжатом воздухе. Чтобы ее рассчитать, нужно, исходя из опыта эксплуатации и знания технологии планируемых работ, представить, каковы будут продолжительность и периодичность между включениями инструмента, возможна ли одновременная работа нескольких устройств и каких.
Сказанное касается тех, кто впервые приобретает компрессор. Если вы уже используете источник сжатого воздуха, который по каким-либо соображениям не удовлетворяет потребностям вашего предприятия, например, в связи с ростом количества потребителей или увеличившейся интенсивностью работ, нужно знать технические характеристики используемого компрессора, включая объем ресивера, а также сформулировать конкретные претензии к его работе. Например, если компрессор не обеспечивает требуемый расход воздуха, что часто приводит к перерывам в работе, следует экспериментально установить, за какой период времени давление в ресивере падает ниже допустимого уровня.
Вооружившись этими сведениями, можно смело идти в хороший магазин, где опытный менеджер (а в хороших магазинах – именно такие менеджеры) на основании этих данных поможет вам подобрать оптимальную, с точки зрения соотношения надежности и цены, покупку.
Более того, в хорошем магазине вам дадут возможность в течение 2-3 дней опробовать покупку на практике и в случае, если она вас не устраивает – обменять на другую модель. При этом продавцы действуют, исходя и из своих интересов: неправильно подобранный компрессор не отработает гарантийного срока, который для различных видов компрессорного оборудования может составлять от 6 до 12 месяцев.
Если у вас на примете есть такой магазин, менеджерам которого вы доверяете, если вы нелюбознательны и не хотите узнать ответы на вопросы, поставленные в начале статьи, на этом можно закончить чтение. Если же вы хотите более осознанно подойти к вопросу приобретения источника сжатого воздуха, – двигайтесь с нами дальше.
Гаражный компрессор
Существуют различные типы компрессоров, используемые в технике в качестве источников сжатого воздуха. В настоящее время в автосервисной практике находят применение в основном поршневые устройства. В компрессорах этого типа воздух сжимается в замкнутом пространстве цилиндра в результате возвратно-поступательного движения поршня. Конструктивно они представляют собой агрегат, включающий компрессорную головку, электропривод, ресивер и устройство автоматического регулирования давления (прессостат).
Популярность поршневых компрессоров среди работников автосервиса определяется их невысокой стоимостью, приемлемыми массогабаритными показателями, простотой в эксплуатации и обслуживании и выходными характеристиками, способными удовлетворить потребности практически любого авторемонтного предприятия.
К основным характеристикам компрессора относятся два параметра – максимальное давление (Pmax) и объемная производительность или подача(Q).
Большинство предлагаемых сегодня на рынке компрессоров развивают давление, превышающее потребности стандартного пневмооборудования и инструмента, используемого при авторемонте. На рынке представлены компрессоры с максимальным давлением 6, 8, 10, 13 бар.
Напомним, что номинальное рабочее давление окрасочных пистолетов – 3-4 бар, пневмоинструмента – до 6,5 бар. Исключение составляет пневмопривод шиномонтажных станков, для которого многие производители рекомендуют использовать сжатый воздух при давлении 8-10 бар. Впрочем, практика показывает, что пневматика шиномонтажного оборудования надежно работает и при использовании 8-барного компрессора.
Что еще нужно учитывать, определяя максимальное давление, развиваемое компрессором?
Во-первых, следует иметь в виду, что система автоматического регулирования давления всех компрессоров настроена таким образом, что обеспечивает поддержание давления в ресивере с допуском -2 бар от максимального значения. Это означает, что в процессе работы компрессора с Pmax=8 бар давление на выходе может изменяться в диапазоне от 6 до 8 бар, у 10-барного, – соответственно, от 8 до 10 бар. Заводские регулировки прессостата могут быть изменены пользователем только в сторону уменьшения минимального давления.
Во-вторых, необходимо учитывать, что наличие протяженных пневмомагистралей до потребителей сжатого воздуха вызывают падение давления в линии. При ошибках в проектировании пневмосети (применении труб малого диаметра, использовании водопроводных запорных устройств, нерациональной прокладке магистралей и т. д.) оно может достигать существенной величины и стать причиной неэффективной работы пневмооборудования. Как арендовать квартиру без посредников знают тут, если кому-то нужна квартира на долгий срок, то лучше обратится сюда. Если нужен комфортабельный отель, зайдите на этот сайт. Контакты для безопасного общения используются как sst программа. Чтобы избежать возможных неприятностей в таких случаях, нужно отдать предпочтение компрессору с более высоким максимальным давлением.
Из сказанного следует, что в качестве универсального гаражного источника сжатого воздуха можно использовать компрессор с максимальным давлением 8 бар. Есликомпрессор будет использоваться исключительно для окрасочных работ, можно обойтись и 6-барным, а в случае разветвленных пневмосетей надежнее использовать компрессор, развивающий давление до 10 бар.
Некоторый запас по давлению полезен и с другой точки зрения. Чем выше давление, развиваемое компрессором, тем большую массу воздуха он может закачать в ресивер и тем большее время последний будет опорожняться до минимально допустимого давления, обеспечивая компрессору время для отдыха.
Кстати, об отдыхе: а нужен ли он железному компрессору? В ответе на этот вопрос кроется ключ к пониманию особенности рабочего процесса в поршневом компрессоре. Учитывая ее, определяют важнейшую характеристику компрессора – производительность.
Режим работы поршневого компрессора
Сжимаясь в цилиндре поршневого компрессора, воздух нагревается. На выходе из одноступенчатого компрессора его температура превышает 150оС. При этом часть тепла поглощается деталями и элементами конструкции головки компрессора, что приводит к повышению их температуры и изменению тепловых зазоров в узлах трения.
Если не обеспечить отвод тепла, головка не успевает охлаждаться. Последствия представить несложно: температура смазываемых узлов возрастает выше допустимого уровня, полностью выбираются тепловые зазоры, горячее масло, подаваемое к парам трения разбрызгиванием, не держит «масляный клин». В «лучшем» случае это грозит ускоренным износом механизма компрессора, в худшем – немедленным выходом из строя в результате заклинивания.
Это учитывается при проектировании компрессора. Для обеспечения теплосъема применяют принудительное охлаждение компрессорной головки – обдув воздухом. В качестве нагнетателя обычно используется вентилятор электродвигателя или шкив коленчатого вала компрессора. Чтобы повысить эффективность охлаждения, корпус головки изготавливают из сплавов с высокой теплопроводностью и делают оребренным.
Такие меры наиболее просты и дешевы, но недостаточны для того, чтобы обеспечить продолжительную непрерывную работу поршневого компрессора. Поэтому поршневой компрессор изначально рассчитывается на эксплуатацию со строго определенной скважностью, что предполагает обязательное наличие перерывов, необходимых для нормализации теплового режима головки.
Количественно режим эксплуатации оценивается коэффициентом внутрисменного использования (Кви), показывающим, какую часть времени компрессор способен работать непрерывно. Отечественный стандарт определяет три вида режимов работы компрессора: кратковременный(Кви = 0,15), непродолжительный (Кви = 0,5) и продолжительный (Кви= 0,75).
Способность дольше работать в непрерывном режиме означает в конечном счете большую надежность и ресурс техники. Она достигается использованием более совершенных материалов и схемных решений, больших запасов прочности конструктивных элементов, что, естественно, отражается на стоимости продукции.
В зависимости от допустимого режима эксплуатации, а также выходных характеристик зарубежные производители подразделяют свою продукцию на несколько серий: хобби (полупрофессиональную), профессиональную и промышленную. О том, чем они принципиально отличаются, мы расскажем далее.
Как обеспечивается требуемый режим эксплуатации компрессора? Прежде всего, рассчитывая его объемную производительность, нужно соблюсти правильный баланс между этой важнейшей характеристикой и средним воздухопотреблением. Эти параметры связаны между собой через коэффициент, зависящий от класса компрессора, который больше единицы для компрессоров всех серий.
Это означает, что подача компрессора должна быть всегда больше, чем среднее воздухопотребление. Производя сжатого воздуха больше, чем расходуется, компрессор сам создает для себя задел, позволяющий ему время от времени «расслабляться». Величина запаса по производительности тем больше, чем ниже положение, занимаемое компрессором в «табели о рангах». Отдав предпочтение более дешевой технике (например, полупрофессиональной серии), необходимо заложить в расчеты больший запас по производительности.
Функцию хранения запасенного сжатого воздуха выполняет ресивер, а в случае разветвленной пневмосети – также и внутренний объем магистралей.
В этом заключается наиважнейшая роль ресивера наряду с демпфированием пиковых нагрузок, сглаживанием пульсаций давления и охлаждением сжатого воздуха.
Может сложиться мнение, что чем больше емкость ресивера, тем легче жизнь компрессора. Это мнение ошибочно. Дело в том, что для наполнения ресивера до максимального давления, когда автоматика прессостата отключает компрессор, требуется время, и немалое. При необоснованном увеличении объема ресивера компрессор будет трудиться непрерывно на его восполнение, выходя из допустимого режима работы.
Объем ресивера связан как с производительностью компрессора, так и с характером воздухопотребления. По этой причине компрессорная головка одной производительности может комплектоваться ресиверами нескольких типоразмеров, объем которых отличается в несколько раз. В среднем объем ресивера таков, что компрессор способен наполнить его за 3-4 мин. Если потребности в сжатом воздухе примерно равномерные по времени, то в целях экономии средств можно ограничиться минимальным ресивером. Если возможны пиковые нагрузки, лучше предпочесть больший.
Итак, грамотно выбрать компрессор для заданного воздухопотребления означает определить его производительность и объем ресивера таким образом, чтобы при эксплуатации данный компрессор работал в режиме внутрисменного использования, на который он рассчитан. Несоответствие режима работы паспортному значению приводит либо к неэффективному использованию компрессора, либо к сокращению его ресурса и преждевременному выходу из строя.
Как упоминалось, поршневых компрессоров, имеющих Кви = 1, в природе не существует. Поэтому, если ваш компрессор на протяжении смены «молотит» без перекуров – это верный признак того, что он подобран неправильно и вскоре выйдет из строя.
Особенности расчета
Начиная рассчеты характеристик компрессора, полезно знать следующее. Масса воздуха, перекачиваемая компрессором в единицу времени, – величина постоянная и зависит от его конструктивных особенностей. Однако производительность принято определять не в массовых, а в объемных величинах, что часто приводит к путанице и ошибкам в расчетах.
Дело в том, что воздух, как и другие газы, сжимаем. Это означает, что одна и та же масса воздуха может занимать разный объем в зависимости от давления и температуры. Точная взаимосвязь между этими величинами описывается сложной степенной зависимостью или уравнением политропы. В случае компрессора, наполняющего ресивер, это означает, что с ростом давления в ресивере (на выходе компрессора) его объемная производительность уменьшается.
Если объемная подача компрессора – переменная по времени,– какая же цифра указывается в технических характеристиках? Согласно ГОСТ, производительность компрессора – это объем воздуха, выходящий из него, пересчитанный на физические условия всасывания. В большинстве случаев физические условия на входе в компрессор соответствуют нормальным: температура – 20oС, давление &ndash 1 бар. ГОСТ также допускает возможность отклонения реальных характеристик компрессора от указанных в паспортных данных на величину ±5%.
Кстати, на нормальные условия пересчитывают и параметры потребителей сжатого воздуха, чтобы привести их к общему знаменателю с характеристиками источника. Поэтому номинальный расход 100 л/мин означает, что при рабочем давлении пневмоинструмент за минуту потребляет такое количество воздуха, которое при нормальных условиях заняло бы объем, равный 100 литрам.
Зарубежные производители, не знакомые с содержанием наших ГОСТов, определяют производительность своей продукции иначе, что порой приводит к ошибкам. В паспортных данных на импортную технику указывается теоретическая производительность компрессора (производительность по всасыванию).
Теоретическая производительность определяется геометрическим объемом воздуха, который поместится в рабочей полости компрессора за один цикл всасывания, умноженный на количество циклов в единицу времени. Она отличается от реальной, выходной, в большую сторону. Отличие учитывается коэффициентом производительности (Кпр), зависящим от условий всасывания и конструктивных особенностей поршневого компрессора – потерь во всасывающих и нагнетательных клапанах, наличия недовытесненного, «мертвого», объема, приводящих к уменьшению наполнения цилиндра. Для компрессоров профессиональной серии коэффициент производительности может составлять величину от 0,6 до 0,7, причем большие значения соответствуют большей подаче.
Различия характеристик, рассчитанных по входу и на выходе, могут достигать существенной величины. Может, это и является причиной того, что лукавые иностранные производители указывают данные по всасыванию, – выглядят они значительно солиднее.
В хороших магазинах продавцы, как правило, имеют данные как по входным, так и по выходным характеристикам профессиональных импортных компрессоров. Для продукции бытовой серии таких данных не приводит никто, хотя из практики известно, что реальный «выход» бытовых компрессоров едва ли превышает 50% от заявляемой теоретической производительности.
Точный расчет характеристик поршневого компрессора сложен и связан с решением степенных уравнений. Приводимая методика выбора компрессора содержит упрощенные соотношения, которые тем не менее дают небольшую погрешность, и позволяет правильно определить его параметры.
Обратите внимание, что в ней определяется теоретическая производительность компрессора (по входу). Чтобы пересчитать полученные данные на «выход» (в случае расчета отечественного гаражного компрессора), нужно результат уменьшить на 30-40%.
Итак, правильно определив исходные данные и выполнив несколько математических вычислений, можно понять, какими характеристиками должен обладать компрессор. Однако выбирать нужно конкретную технику, а не характеристики. Об особенностях гаражных компрессоров, предлагаемых на рынке, – в следующий раз.
Номинальные параметры пневмооборудования
| Инструмент | Давление, Р (бар) | Расход воздуха, G (л/мин) | Коэффициент использования (Ки) |
|---|---|---|---|
| Окрасочный пистолет | 3-4 | 300-400 | 0,6-0,7 |
| Машинка шлифовальная, полировальная | 6,5 | 350-450 | 0,6-0,7 |
| Отрезная машинка | — | 800-1200 | 0,5 |
| Обдувочный пистолет | — | 150-250 | 0,2 |
| Пневмозубило | — | 150-250 | 0,3 |
| Угловой гайковерт | — | 150-200 | 0,3 |
| Ударный гайковерт 1/2′ | — | 400-500 | 0,2 |
Методика расчета характеристик компрессора
Шаг 1. Расчет воздухопотребления.
Определяется состав потребителей сжатого воздуха и их номинальный расход воздуха (Gi). Периодичность работы учитывается применением в расчетах полученного опытным путем коэффициента использования пневмооборудования (Ки, i), равного отношению длительности их работы к продолжительности смены.
G(л/мин) = G1*Kи, 1+G2*Kи, 2+ …
Шаг 2. Расчет теоретической производительности компрессора (по входу).
Qвх (л/мин) = G*b,
b – коэффициент запаса производительности, зависящий от класса компрессора и максимального давления, определяемый по таблице:
Максимальное давление Pmax (бар)
| Класс компрессора | 10 | 8 | 6 |
|---|---|---|---|
| Полупрофессиональный | 1,7 | 1,6 | 1,5 |
| Профессиональный | 1,6 | 1,5 | 1,4 |
| Промышленный | 1,4 | 1,3 | 1,2 |
Чтобы получить значение выходной производительности (необходимо при выборе отечественного компрессора), полученные данные нужно уменьшить на 30-40 %.
Шаг 3. Определение объема ресивера
V(л) = G*t*Кпр / 60 DP,
DP – диапазон регулировки давления в ресивере (мин. значение – 2 бар);
t – допустимое время (сек), за которое давление в ресивере падает от максимального до минимального (рекомендуется от 30 сек и более в зависимости от требований к пневмосети);
Кпр – коэффициент производительности компрессорной головки (для одноступенчатых – 0,65, для двухступенчатых – 0,75).
Если у вас уже есть компрессор, который не обеспечивает ваши потребности.
Шаг 1. Хронометрированием экспериментально определяем наименьшее значение t – время (сек), за которое давление в ресивере падает от максимального до минимального (время между остановом и включением компрессора).
Шаг 2. Рассчитываем реальное воздухопотребление по формуле:
G = 60*V*DP / (t*Кпр),
V – объем ресивера (л);
DP – диапазон регулировки давления в ресивере (мин. значение – 2 бар);
Кпр – коэффициент производительности компрессорной головки (для одноступенчатых – 0,65, для двухступенчатых – 0,75).
Шаг 3. Используя полученные данные, пересчитываем характеристики компрессора согласно методике.
Одно из двух (задачка на сообразительность).
Определите, за какое время импортный компрессор профессиональной серии с Рмаx = 8 бар и производительностью Qвх = 200 л/мин накачает ресивер объемом 100 л до давления 8 бар.
Вариант 1.
Если вы не читали статью или делали это невнимательно, вы получите такой, казалось бы, очевидный, но абсолютно неправильный ответ:
t = V / Qвх = 100 / 200 = 0,5(мин).
Вариант 2.
Если вы усвоили кое-что из прочитанного, то, пересчитав формулу, использовавшуюся для определения объема ресивера, относительно t, получите:
t = 60*V*DP*/ (Q*Кпр) = 60 * 100 * 8 / 200 * 0,6 = 400(сек) = 6,7(мин) (Кпр принят равным 0,6, так как производительность низкая ).
Как видите, игнорирование теории может привести к ошибке более, чем в 13 раз!
Как правильно подобрать компрессорное оборудование?
1. Определение максимального расхода воздуха.
Определите ёмкость ресивера; полностью заполните ресивер; подключите потребители сжатого воздуха; замерьте время падения давления от max знач. до min знач. = min допустимое рабочее давление в сети; рассчитайте расход воздуха по формуле:
Q = (V x n) x 60/t (л/мин),
где:
Q — расход воздуха (л/мин),
V — ёмкость ресивера (л),
n — разница maxдавл — minдавл (оптимальная разница maxдавл — minдавл = 2 bar)
t — время (сек).
2. Подбор компрессорного оборудования
Подобрать производительность компрессора можно по следующей формуле:
A = (Q x k) / r (л/мин),
где
A — производительность компрессора (л/мин),
Q — расход воздуха, вычисленный по формуле в п.1,
k — коэффициент, равный:
1,6 — для полупрофессиональных поршневых компрессоров,
1,5 — для профессиональных поршневых компрессоров,
1,4 — для высоконагруженных поршневых компрессоров и
1,2 — для роторных компрессоров.
r — коэффициент эффективности компрессорной головки:
0,65 — для одноступенчатых головок,
0,75 — для двухступенчатых и более головок,
1,0 — для роторных головок.
Выбираем компрессор для гаража/автосервиса
Представить гараж или автосервис без использования сжатого воздуха, наверное, невозможно. Это и понятно. Весь пневмоиструмент почти в два раза превосходит своих электрических собратьев по мощности, он легче и гораздо безопаснее. Возможностей же у него не меньше: дрели, гайковерты, ножницы, зубила, молотки… А такие работы как подготовка и покраска автомобилей без сжатого воздуха вообще немыслимы.
Как же правильно выбрать источник сжатого воздуха — компрессор? Ведь изделие это дорогостоящее, которое покупается на длительный срок. И будет особенно обидно, если его выбор оказался неправильным.
С чего начать?
Из чего нужно исходить, делая выбор компрессора? Банально, но исходить нужно из потребностей. Причем, касается это не только компрессора, но и любого другого оборудования.
Ведь наверняка вам знакомы ситуации, когда покупают инструмент или оборудование, которое не справляется с решением поставленных задач, либо, наоборот, берут чересчур «хорошее» оборудование, необходимости в котором нет и в ближайшие годы не будет.
Поэтому начните с постановки задачи: для каких целей вам нужен компрессор сейчас, для каких работ он может понадобиться в дальнейшем.
Отправной точкой при выборе компрессора является требование производителей пневмоинструмента по минимально допустимым величинам параметров потребления сжатого воздуха. Поэтому перед тем, как посетить магазин компрессорного оборудования, нужно по возможности более точно подсчитать количество потребителей сжатого воздуха и определить их рабочие параметры — номинальный расход воздуха и давление.
Данные эти, как правило, указываются в документации к пневмоинструменту. Если вы не владеете этой информацией, можете узнать характеристики подобных устройств на просторах интернета или в любом магазине пневмооборудования. Если и допустите небольшую погрешность, ничего страшного — она обычно не является роковой. Также можете воспользоваться ориентировочными значениями, приведенными в таблице (ближе к концу статьи).
Понятно, что пневмоинструмент используется в работе не постоянно, а время от времени, поэтому подсчитав количество пневмоинструментов и просто сложив значения расходов, мы допустим довольно грубую ошибку. Правильнее было бы ориентироваться на некоторое усредненное значение потребности в сжатом воздухе. Рассчитывать ее мы сегодня научимся, в этом нам помогут специальные коэффициенты. Но если формулы и расчеты — это не для вас, попробуйте хотя бы просто предположить, возможна ли одновременная работа нескольких инструментов и каких, какими будут продолжительность и периодичность между их включением.
Если у вас нет желания глубоко погружаться в вопросы выбора компрессора, в принципе, этих знаний для вас должно быть достаточно. Можете смело отправляться в хороший магазин компрессорной техники, где опытные менеджеры, на основании полученных вами данных, помогут подобрать оптимальную покупку.
Если же вы любознательны и хотите подойти к вопросу приобретения компрессора более осознанно, — идем далее.
Гаражный компрессор. Поршневой или винтовой?
Существуют множество различных типов компрессоров, но наибольшее распространение в быту и промышленности получили только два их вида:
Поршневой
По своему устройству и принципу работы поршневой компрессор достаточно прост. Вспомним велосипедный насос: воздух всасывается в цилиндр и сжимается за счет перемещения поршня. Если упрощенно, то принцип работы поршневого компрессора тот же.
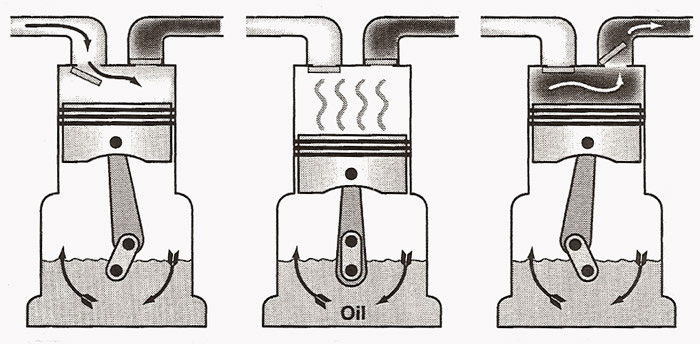 Принцип работы поршневого компрессора: воздух через впускной клапан засасывается в цилиндр, сжимается и через выпускной клапан вытесняется в магистраль
Принцип работы поршневого компрессора: воздух через впускной клапан засасывается в цилиндр, сжимается и через выпускной клапан вытесняется в магистраль
Конструктивно поршневой компрессор представляет собой агрегат, включающий:
- поршневую головку,
- электродвигатель,
- ресивер,
- устройство автоматического регулирования давления (так называемое реле давления или прессостат).

Главной особенностью поршневых компрессоров является их режим работы — повторно-кратковременный. Это значит, что компрессор не может «молотить» постоянно, время от времени ему нужна «передышка» для охлаждения, на время которой пневмомагистраль подпитывается только ресивером. Энергетически такая периодическая работа оказывается не очень выгодной, тем более, что она приводит к скачкам давления на выходе компрессора.
Но эти недостатки чаще всего «прощаются» поршневым компрессорам, поскольку они компенсируются многими достоинствами, среди которых — их невысокая стоимость, простота конструкции, неприхотливость в техническом обслуживании и ремонте.
На сегодняшний день, если речь идет об относительно небольшой производительности и непостоянном воздухопотреблении, а также эксплуатации в тяжелых климатических и производственных условиях, поршневые компрессоры гораздо предпочтительнее других технологий сжатия.
В таких случаях они служат дольше и дешевле обходятся в эксплуатации. Ведь не нужно забывать, что выбор компрессора определяется не только первоначальными затратами при покупке, но и стоимостью его обслуживания в течение дальнейшего использования.
Конечно, современные поршневые компрессоры сильно отличаются от тех старичков, которые еще из советских времен остались на некоторых предприятиях. Отличаются всем: и энергопотреблением, и техническими характеристиками, и особенностями конструкции.
Например, производитель немецких компрессоров BOGE утверждает, что их промышленные поршневые компрессоры одинаково хорошо работают как в повторно-кратковременном режиме, так и при полной постоянной нагрузке.
Но, как бы там ни было, для длительной непрерывной эксплуатации все же более выгодны (и потому более популярны) компрессоры другого типа — винтовые. В этом случае уже именно они становятся более экономичными и эффективными.
Винтовой
Винтовой компрессор — более современное и совершенное оборудование. Принцип работы этих компрессоров больше всего напоминает принцип мясорубки. Два винта (вращающихся с разной частотой и в противоположном направлении) сжимают между собой воздух и вытесняют его в линию нагнетания.
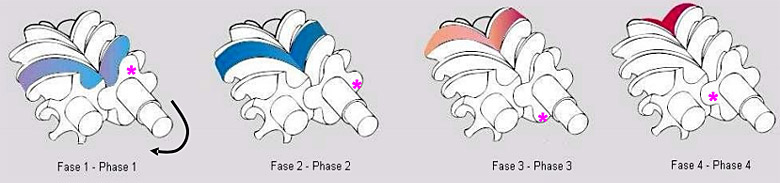 Сжатие воздуха в винтовом компрессоре осуществляется с помощью двух винтов, вращающихся совместно
Сжатие воздуха в винтовом компрессоре осуществляется с помощью двух винтов, вращающихся совместно
В отличие от поршневого компрессора, в котором фаза сжатия периодически чередуется с фазой впуска, сжатие воздуха в винтовом компрессоре происходит непрерывно. Поэтому винтовой компрессор может работать без перерывов уже гораздо дольше (практически круглосуточно). При этом подача воздуха у него равномерная, а не импульсная, как у поршневых.
Винтовой компрессор равной производительности компактнее поршневого, на 10-12 дБ меньше шумит. Качество воздуха на выходе — выше, расходы на обслуживание — ниже.
По надежности винтовой и поршневой компрессор — небо и земля. Износ винтовой пары по сравнению с износом кривошипно-шатунного механизма в десятки раз меньше, поэтому и энергозатзатраты на выработку сжатого воздуха винтовым компрессором значительно ниже, а ресурс выше.
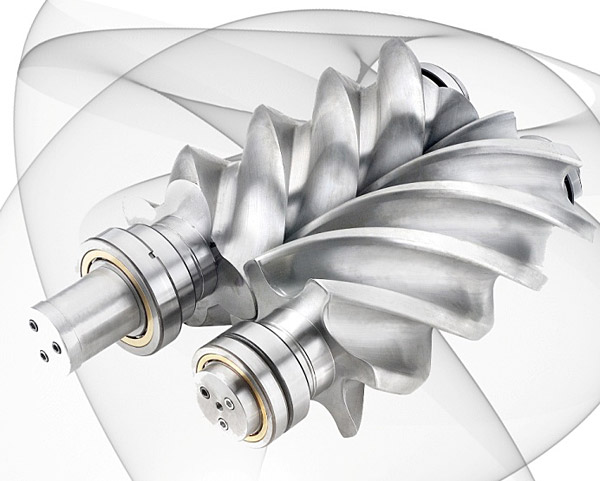 Ресурс «сердца» винтового компрессора — винтовой пары по неофициальным данным составляет 7-8 лет
Ресурс «сердца» винтового компрессора — винтовой пары по неофициальным данным составляет 7-8 лет
Конструктивно винтовой компрессор сложнее поршневого. Он имеет циркуляционную систему смазки и охлаждения, снабжен автоматической системой управления, некоторые модели оборудованы встроенным осушителем рефрижераторного типа и комплектом микрофильтров. Такие модели еще называют компрессорная станция «все в одном».
 Компрессорная станция «все в одном» — удовольствие не из дешевых
Компрессорная станция «все в одном» — удовольствие не из дешевых
Обладая таким набором преимуществ, винтовые компрессоры уже давно вытеснили бы поршневые, если бы не одно но — цена. Да, за такое удовольствие нужно платить. Винтовой компрессор равной производительности дороже поршневого в 3-4, а то и в 5-6 раз.
Конечно, кого-то это не пугает. Если ваши финансовые возможности позволяют — берите винтовой компрессор. Для больших предприятий с разветвленной пневмосистемой, постоянным воздухопотреблением и многосменным режимом работы, такой компрессор — вне конкуренции.
А вот для гаражного применения все преимущества винтового компрессора могут оказаться избыточными. По условиям эксплуатации здесь вполне подойдут грамотно подобранные поршневые компрессоры. При своевременном и правильном техническом обслуживании такого компрессора хватит на многие годы.
Учитывая вышеизложенное, дальше мы более подробно остановимся на вопросе выбора поршневых компрессоров, как более подходящих для небольших автосервисов и гаражных профессионалов-одиночек. А особенности выбора винтового компрессорного оборудования обсудим в следующий раз.
Выбираем поршневой компрессор
Основными параметрами, которыми необходимо руководствоваться в первую очередь, являются:
- максимальное рабочее давление компрессора (Pmax);
- производительность (Q).
Давление
Взглянув в любой каталог компрессорного оборудования, мы увидим компрессоры, развивающие разное максимальное давление: 6, 8, 10, 12 и даже 16 бар. Какой лучше выбрать?
Здесь все просто. Главное правило — давление, развиваемое компрессором, должно превышать необходимое рабочее давление пневмоинструмента.
Напомним, что номинальное рабочее давление окрасочных пистолетов — 3-4 бар. Практически весь остальной автосервисный пневмоинструмент работает при давлении 6 — 6,5 бар.
То есть, для обеспечения сжатым воздухом, скажем, краскопульта (3 бар) и шлифмашинки (6 бар), нам потребуется компрессор, развивающий давление больше 6 бар. Насколько больше?
Для ответа на этот вопрос давайте вспомним, как вообще работает компрессор: после включения и нагнетания воздуха до максимального рабочего давления (Pmax) он отключается, а его повторное включение происходит после того, как давление упадет до давления включения (Pmin).
Реле давления (прессостат) на всех компрессорах настроено так, что обеспечивает поддержание давления в ресивере с допуском -2 бар от максимального значения. Проще говоря, чтобы гарантированно получить на выходе 6 бар, нам необходимо установить компрессор с максимальным давлением 8 бар.
Увеличить давление выше значения, указанного в характеристиках компрессора конечно же, не удастся. Заводские регулировки прессостата можно изменить только в сторону уменьшения минимального давления. Иными словами, компрессор с Pmax = 10 бар и Pmin = 8 бар можно перенастроить, например, на Pmax = 9 бар и Pmin = 7,5 бар.
Но увлекаться такими настройками не стоит, поскольку прессостаты — устройства не очень надежные. Так что заводские настройки прессостата лучше не трогать, а для понижения давления лучше устанавливать регуляторы давления непосредственно перед потребителями.
Определяя максимальное давление, развиваемое компрессором, нужно также учитывать, что на пути сжатого воздуха от компрессора до потребителя происходит падение давления в линии. И чем длинее пневмомагистраль, чем больше в ее проектировании и монтаже ошибок (использование водопроводных кранов, труб слишком малого диаметра и т. д.), тем падение давления будет больше. Иногда оно может достигать такой величины, что пневмооборудование уже не может нормально работать.
Во избежание неприятностей в таких случаях, лучше выбрать компрессор с более высоким максимальным давлением.
Таким образом, типичный «портрет» универсального гаражного источника сжатого воздуха — поршневой агрегат с максимальным давлением 8 бар. Если компрессор будет использоваться исключительно для окрасочных работ, можно, на худой конец, обойтись и 6-барным. А для больших разветвленных пневмосетей лучше предпочесть 10-барник.
Определенный запас по давлению полезен еще и по другой причине. Чем выше давление, развиваемое компрессором, тем большую массу воздуха он сможет «затолкать» в ресивер. А значит последний будет дольше опустошаться до минимально допустимого уровня давления, обеспечивая тем самым компрессору достаточное время для отдыха.
Кстати, об отдыхе: зачем он нужен компрессору? Ответив на этот вопрос, мы придем к пониманию особенности рабочих процессов в поршневом компрессоре и сможем определить вторую его важнейшую характеристику — производительность.
Режим работы поршневого компрессора
Режим работы компрессора напрямую зависит от теплового режима поршневой головки.
Понятное дело, что воздух, сжимаясь в цилиндре компрессора, нагревается. Часть тепла при этом поглощается деталями конструкции головки компрессора, и если не обеспечить теплоотвод, их температура будет возрастать выше допустимой нормы и головка не будет успевать охлаждаться.
В «лучшем» случае это приведет к ускоренному износу поршневой группы, в худшем — компрессор заклинит сразу же.
При проектировании компрессора это учитывается. Но те простые меры, которые принимаются для обеспечения теплосъема (в частности, обдув воздухом и изготовление поршневой головки из сплавов с высокой теплопроводностью), хоть и повышают эффективность охлаждения, но являются недостаточными для того, чтобы компрессор мог работать в непрерывном режиме достаточно долгое время.
Поэтому поршневые компрессоры изначально рассчитываются на периодическую эксплуатацию, с обязательными перерывами, необходимыми для охлаждения головки.
Коэффициент внутрисменного использования
В зависимости от допустимого режима эксплуатации и выходных характеристик зарубежные производители делят свои компрессоры на несколько классов:
- хобби (полупрофессиональные);
- профессиональные;
- промышленные.
О их устройстве и конструктивных отличиях мы поговорим в другой раз, сейчас лишь отметим, что для каждого типа существует свой так называемый коэффициент внутрисменного использования (Кви).
Этот коэффициент составляет:
- для полупрофессиональных компрессоров — 0,15–0,2;
- профессиональных — 0,4–0,5;
- промышленных — 0,6–0,7.
Что значат эти цифры? Они показывают, какую часть времени компрессор может работать без перерывов. Количественно Кви определяется как отношение времени работы компрессора в режиме нагнетания к общему времени продолжительности рабочего цикла.
То есть, учитывая, что за максимальную продолжительность цикла принимают 10-минутный отрезок времени, компрессор промышленного типа должен работать в режиме нагнетания 6–7 минут, после чего 3–4 минуты «отдыхать».
В целом компрессоры, способные дольше работать в непрерывном режиме более надежны, ресурс их выше. Как и стоимость, поскольку достигается такая надежность использованием более совершенных материалов.
Еще один важный момент: поршневой компрессор обязательно должен иметь «запас по производительности», то есть его производительность должна быть всегда больше, чем реальное воздухопотребление. Для чего? А для того, чтобы компрессор, производя сжатого воздуха больше, чем расходуется, сам создавал для себя задел, позволяющий ему время от времени отдыхать.
Величина запаса производительности определяется одноименным коэффициентом, зависящим от класса компрессора. До него мы еще дойдем. В общем можно сказать, что запас производительности должен быть тем больше, чем ниже класс компрессора в вышеприведенной классификации. То есть отдав предпочтение, например, более дешевой полупрофессиональной технике, нужно заложить в расчеты больший запас по производительности.
Миф о ресивере
Теперь несколько слов о ресивере. Его основные функции следующие:
- «хранение» запасенного сжатого воздуха;
- сглаживание воздушных пульсаций;
- охлаждение сжатого воздуха.
Может сложиться впечатление, что чем больше ресивер, тем легче живется компрессору. Этот же миф может иметь и другую интерпретацию: чем больше ресивер, тем лучше. В любом случае, все эти суждения ошибочны. Дело в том, что до того момента, когда ресивер наполняется до максимального давления и автоматика отключает компрессор, должно пройти время и немалое. И если необоснованно увеличить объем ресивера, компрессор будет работать «без перекура» слишком долго, что, скорее всего, приведет к его преждевременному выходу из строя.
И наоборот: если объем ресивера меньше положенного, компрессор будет включаться слишком часто, что также не есть хорошо.
Изучая каталоги компрессорного оборудования можно заметить, что компрессоры одинаковой производительности часто комплектуются ресиверами различных объемов. Почему так? Потому, что объем ресивера зависит не только от производительности компрессора, но и от характера воздухопотребления. Поэтому если расход воздуха примерно равномерный по времени, то в целях экономии средств можно выбрать ресивер минимального объема. Если будут пиковые нагрузки, лучше взять больший.
В среднем объем ресивера должен быть таким, чтобы компрессор наполнял его за 3-4 мин.
Вывод: грамотно подобранный компрессор — это компрессор с такими производительностью и объемом ресивера, которые позволяют данному компрессору работать в режиме внутрисменного использования, на который тот рассчитан.
Производительность компрессора: на входе или на выходе?
Широко распространенной ошибкой на практике является неправильное понимание величины производительности компрессора, что часто приводит к путанице и ошибкам в расчетах.
Вообще, производительность компрессора принято определять в объемных величинах. Но вся штука в том, что в зависимости от давления и температуры, одна и та же масса воздуха может занимать разный объем. Иными словами, с ростом давления на выходе компрессора его объемная производительность уменьшается.
Поскольку объемная производительность компрессора — величина непостоянная, зависящая от начальных условий всасывания, то очевидно, что для определения реальной производительности компрессора эти условия (давление и температуру) нужно обязательно учитывать.
Об этом говорит и ГОСТ, согласно которому производительность компрессора — это объем воздуха на выходе из него, пересчитанный на начальные условия всасывания.
Как правило, производительность указывается для нормальных условий, при которых атмосферное давление составляет 1 бар, а температура — +20 °С. Сама же производительность выражается в нормальных кубических метрах (или литрах) в единицу времени: м³/мин, м³/ч, л/с, л/мин.
Иными словами, производительность 500 л/мин для нормальных условий означает, что компрессор за минуту вырабатывает такое количество воздуха, которое при температуре окружающего воздуха +20°С и давлении 1 бар занимает объем 500 л.
Все это, конечно, хорошо, но зарубежные производители не знакомы с содержанием наших ГОСТов, и производительность своей продукции они определяют немного иначе. В технических характеристиках на свою продукцию они указывают теоретическую производительность компрессора (производительность на входе).
Теоретической эта величина называется потому, что она отличается от реальной, выходной производительности довольно значительно (в большую сторону). Может, из-за этого иностранные производители и указывают данные именно по всасыванию, — выглядят то они посолиднее.
Из-за чего такая разница между реальной и теоретической производительностью? Из-за потерь во всасывающих и нагнетательных клапанах, а также наличия недовытесненного сжатого воздуха в так называемом «мертвом пространстве» (зазоре между поршнем в крайнем верхнем положении и клапанной группой), приводящих к уменьшению наполнения цилиндра и снижению производительности компрессора. Это снижение определяется коэффициентом производительности компрессорной головки (Кпр).
Этот коэффициент составляет:
- для полупрофессиональных компрессоров — 0,55;
- профессиональных — 0,65;
- промышленных — 0,65 (для одноступенчатых) и 0,75 (для двухступенчатых).
Воспользовавшись этими значениями, мы можем прикинуть, какова реальная производительность компрессора. Например, если для компрессора полупрофессиональной серии в каталоге указана теоретическая производительность 200 л/мин, тогда реальная его производительность составит 200 · 0,55 = 110 л/мин.
В хорошем магазине вам могут подсказать данные как по входным, так и по выходным характеристикам компрессоров.
Вывод: в технических характеристиках на импортные компрессоры указывается производительность по всасыванию, то есть на входе в компрессор. Это значение нельзя понимать как реальную производительность компрессора на выходе — она не учитывает его конструктивные особенности и КПД.
Ну а теперь самое время вооружиться калькулятором и приступить к расчетам.
Стоит отметить, что точный расчет характеристик поршневого компрессора сложен и связан с решением степенных уравнений. Методика, по которой будем считать мы, упрощенная. Эти расчеты, хоть и дают небольшую погрешность, но, тем не менее, позволяют в целом правильно определить характеристики компрессора.
Считаем
Шаг 1. Расчет воздухопотребления
При расчете воздухопотребления лучше ориентироваться на реальные паспортные данные используемого инструмента — точность вычислений в этом случае будет выше. Но если этих данных у вас нет, можете воспользоваться ориентировочными значениями из таблицы.
Как уже говорилось, недостаточно просто подсчитать количество инструментов и найти сумму расходов. Поскольку инструмент используется в работе не постоянно, а с определенными промежутками, правильнее будет произвести расчет с учетом коэффициентов использования оборудования:
G — общее потребление воздуха;
G1, G2, Gn — потребление воздуха каждой единицей пневмоинструмента;
Ки1, Ки2, Киn — коэффициенты использования оборудования.
Коэффициент использования определяется как отношение времени работы какого-либо инструмента или оборудования к определенному отрезку времени. Например, если инструмент работает в среднем 20 минут в течение часа, то его коэффициент использования составит 20/60 = 0,33 (или 33%).
В вышеприведенной таблице помимо показателей расхода воздуха и давления, также приведены и значения коэффициентов использования для наиболее часто применяемого в автосервисе оборудования.
Итак, воспользовавшись формулой, мы определили общее потребление сжатого воздуха. Но это еще не все. Теперь нам необходимо учесть вероятность одновременной работы всего оборудования. Она определяется коэффициентом синхронности, значения которого приведены в таблице.

Таким образом, рассчитанное ранее значение общего воздухопотребления нужно умножить на соответствующий коэффициент синхронности. И уже на основании полученной величины выбирать компрессор.
Пример расчета
В качестве примера рассмотрим порядок расчета и выбора поршневого компрессора для небольшой покрасочной автомастерской.
Предположим, что нам необходим компрессор для обеспечения сжатым воздухом двух пневмоинструментов:
- окрасочного пистолета (расход воздуха 350 л/мин, коэффициент использования 0,6);
- шлифовальной машинки (расход воздуха 400 л/мин, коэффициент использования 0,6).
1. Определим общий расход воздуха:
G = 350 · 0,6 + 400 · 0,6 = 210 + 240 = 450 л/мин
2. Умножим полученное значение на соответствующий коэффициент синхронности работы оборудования (при использовании двух пневмоинструментов он равен 0,95). Получим:
Итого: общее потребление воздуха составляет 428 л/мин.
Итак, рассчитав предполагаемое потребление сжатого воздуха, необходимо определиться с типом компрессора.
Для начала определимся с максимальным давлением. Для этого посмотрим, какое давление необходимо для работы наших инструментов:
- краскопульт — 3-4 бар;
- шлифмашинка — 6 бар.
Следовательно, минимальное рабочее давление компрессора Pmin должно быть не менее 6 бар. Вспоминаем про разницу между Pmin и Pmax и прибавляем к нашим 6 барам еще 2. Наш выбор — «восьмибарник» (Pmin = 6 бар, Pmax = 8 бар).
Шаг 2. Расчет теоретической производительности компрессора (на входе)
Далее рассчитаем теоретическую производительность компрессора. Для этого воспользуемся формулой:
Qвх = G · (β/Кпр)
G — общий расход воздуха (у нас он равен 428 л/мин);
β — коэффициент запаса производительности, зависящий от класса компрессора;
Кпр — коэффициент производительности компрессорной головки (КПД компрессора).
Значения β и Кпр для работы компрессора в диапазоне рабочих давлений от 6 до 8 бар, приведены ниже.
| Конструктивное исполнение компрессора | b | Кпр |
|---|---|---|
| Хобби (безмасляный одноцилиндровый компрессор с прямой передачей) | 1,7 | 0,55 |
| Профессиональный (масляный компрессор с прямой передачей) | 1,5 | 0,65 |
| Промышленный (масляный компрессор с ременным приводом) | 1,3 | 0,75 |
| Винтовой компрессор | 1 | 1 |
Пример расчета
Учитывая наши потребности в воздухе и режим работы, безмасляные хобби-компрессоры с прямой передачей однозначно не представляют для нас интереса (вспомним их коэффициент внутрисменного использования). Поэтому будем смотреть в сторону масляного компрессора с ременным приводом. Поэтому h принимаем равным 0,75, b — 1,3. Считаем.
Qвх = 428 · (1,3/0,75) = 742 л/мин
Таким образом, нам необходим компрессор с производительностью по паспорту не менее 740-750 л/мин.
Чтобы пересчитать полученные данные на «выход» (необходимо в случае расчета отечественного компрессора), нужно результат уменьшить на 30–40 %.
Осталось определиться с объемом ресивера.
Шаг 3. Определение объема ресивера
Расчет объема ресивера можно провести по формуле:
V (л) = (G · t · Кпр) / (60 · ΔP)
ΔP – разница между Pmax и Pmin (2 бар);
t – время «отдыха» компрессора (сек), то есть время, за которое давление в ресивере падает от максимального до минимального (в идеале столько, сколько предписывает коэффициент внутрисменного использования, но в любом случае не менее 30 секунд).
Пример расчета
Время, за которое давление в ресивере падает от максимального до минимального, примем равным 40 с. Тогда:
V (л) = (428 · 40 · 0,75) / (60 · 2) = 107 л
Это минимальный объем рекомендуемого воздушного ресивера.
Чтобы определиться с объемом ресивера, можно пойти и другим путем. Так как большинство компрессоров выполнено на ресиверах стандартных объемов — 100, 200, 300 и 500 л, то можно взять «готовый» объем и найти время t, и таким образом посмотреть, сколько будет у компрессора времени на отдых при заданном объеме ресивера.
Возьмем объем — 200 л. Тогда:
t = 60 · V · ΔP / G · Кпр = 60 · 200 · 2 / 428 · 0,75 = 24000/321 = 75 секунд
Конечно, это не 3–4 мин, как предписывает коэффициент внутрисменного использования, но все же время «перевести дух» у компрессора будет.
Если у вас уже есть компрессор, но он не удовлетворяет вашим потребностям
Шаг 1. Если вы уже используете источник сжатого воздуха, но он не обеспечивает требуемый расход воздуха, что часто приводит к перерывам в работе, в первую очередь нужно экспериментально определить время, за которое давление в ресивере падает от максимального до минимального (время между остановкой и включением компрессора).
Для этого необходимо довести давление в пневмосистеме до Pmax, отключить компрессор, включить потребители воздуха и замерить время падения давления от Pmax до Pmin.
Допустим, в нашем случае это время равно 30 сек.
Шаг 2. Далее рассчитываем реальное воздухопотребление по формуле:
G = 60 · V · ΔP / t · Кпр
Примем, что объем ресивера — 100 литров. Тогда реальное воздухопоребление составит:
G = 60 · 100 · 2 / 30 (сек) · 0,75 = 533 л/мин
Шаг 3. Используя полученные данные, пересчитываем производительность компрессора и объем ресивера согласно методике и подбираем новое оборудование.
Таким образом, выполнив несколько нехитрых математических манипуляций, можно понять, какими характеристиками должен обладать компрессор. Но на этом вопрос его выбора не заканчивается, ведь прежде чем оправиться за покупкой, стоит узнать, что на сегодняшний день предлагает нам рынок, каковы достоинства и недостатки тех или иных моделей. Обо всем этом — в следующий раз.
Источник
Миф первый: чем больше ресивер, тем лучше
Этот миф имеет различную интерпретацию. Иногда, он звучит буквально: чем больше ресивер, тем лучше. Иногда, немного по-другому – чем больше ресивер, тем больше воздуха дает (производит) компрессор. Но в любом случае, оба этих суждения ошибочны.
Во-первых, объем ресивера никоим образом не влияет на производительность компрессора! Производительность компрессора определяется параметрами компрессорной группы и мощностью электродвигателя. Объем же ресивера лишь позволяет поддерживать оптимальный режим работы компрессора, оптимизируя количество его включений/выключений за единицу времени. Но увеличить количество производимого воздуха он не может.
Рассмотрим простой пример. Допустим, что имеются три компрессора – АВ 100/858, АВ 300/858 и АВ 500/858 с производительностью на всасывании 830 л/мин (примерно 620 л/мин на выходе) и объемом ресивера 100, 270 и 500 л соответственно. Потребление воздуха постоянное и составляет 500 л/мин, а давление включения/выключения (Рmin и Рmax) равно 8 бар и 10 бар. Рассчитаем режим работы каждого компрессора.
Порядок расчета в данном случае следующий. В режиме нагнетания сжатый воздух, произведенный компрессором, поступает в ресивер. Одновременно сжатый воздух выходит из ресивера за счет работы подключенного пневмооборудования. Разница между произведенным воздухом (производительностью компрессора, Qк) и расходом воздуха Qрасх будет «собираться» в ресивере. Если объем ресивера обозначить Vр, то время работы компрессора в режиме нагнетания определится по формуле:
t1 = Vр х (Рmax — Рmin) / (Qк — Qрасх)
Далее в режиме ожидания компрессор не производит сжатый воздух. Работа пневмооборудования происходит за счет сжатого воздуха, находящегося в ресивере. Время падения давления в ресивере от Рmax до Рmin рассчитывается так:
t2 = Vр х (Рmax — Рmin) / Qрасх
Складывая значения t1 и t2, получим величину, которую назовем время одного рабочего цикла компрессора (tрц). Результаты расчетов приведены в Таблице 1.
|
Модель
|
|
|
|
|
|
АВ 100/858 |
1,67 |
0,4 |
2,07 |
29 |
|
АВ 300/858 |
4,5 |
1,08 |
5,58 |
11 |
|
АВ 500/858 |
8,3 |
2 |
10,3 |
6 |
Как видно из Таблицы 1, оптимальный объем ресивера при заданном расходе воздуха составляет 270 л. При объеме ресивера 100 л компрессор будет слишком часто включаться, а при объеме 500 л слишком долго работать в режиме нагнетания, что, скорее всего, приведет к перегреву и преждевременному износу компрессорной группы. Именно поэтому следует с большой осторожностью относиться к установке дополнительных ресиверов.
Миф второй: чугунная компрессорная группа лучше алюминиевой
Какая компрессорная группа лучше: выполненная из чугуна, или из алюминия? На самом деле, сама формулировка этого вопроса не совсем корректна.
Во-первых, правильнее сравнивать не компрессорные группы, а блоки цилиндров.
А во-вторых, алюминиевые блоки цилиндров для компрессоров практически не выпускают.
Другое дело, что многие блоки цилиндров имеют охлаждающие ребра из алюминия, но в алюминиевые корпуса блоков все равно устанавливают чугунные гильзы. Вот такие блоки цилиндров уже можно сравнивать с чугунными блоками.
Основные достоинства чугунных блоков – это их дешевизна и технологичность. Преимущества блоков, имеющих охлаждающие ребра из алюминия: лучший теплоотвод (теплопроводность у алюминия в 3-4 раза выше, чем у чугуна); меньший вес и возможность иметь большую площадь охлаждающей поверхности. А лучший отвод тепла, в свою очередь, позволяет эксплуатировать компрессоры в более интенсивном режиме.
Миф третий: в поршневой компрессор можно заливать масла, используемые в поршневых двигателях внутреннего сгорания
Этот миф имеет широкое хождение в автосервисных предприятиях. Действительно: если двигатель внутреннего сгорания и поршневая компрессорная группа имеют схожий, на первый взгляд, принцип работы, то почему бы не использовать в поршневом компрессоре масла, заливаемые в двигатель? Тем более, что в автосервисе они всегда под рукой.
 Использовать автомобильные масла в компрессоре категорически нельзя, так как для этого существуют специальные компрессорные масла (например, в каталоге Shell компрессорные масла выделены в отдельную группу). Масла для двигателей и для компрессоров имеют разные вязкости и предназначены для совершенно различных условий работы (в том числе и температурных).
Использовать автомобильные масла в компрессоре категорически нельзя, так как для этого существуют специальные компрессорные масла (например, в каталоге Shell компрессорные масла выделены в отдельную группу). Масла для двигателей и для компрессоров имеют разные вязкости и предназначены для совершенно различных условий работы (в том числе и температурных).
Для справки:
-
автомобильное масло Shell Helix Ultra SAE 5W-40 имеет кинематическую вязкость при 40°С = 72 мм2/с, при 100°С = 13,1 мм2/с; а температуру вспышки в открытом тигле 206°С;
-
а компрессорное масло AGIP Dicrea 100 имеет кинематическую вязкость при 40°С = 96,2 мм2/с, при 100°С = 10,9 мм2/с; а температуру вспышки в открытом тигле 258°С.
Кроме того, если даже говорить о компрессорных маслах, имеющих примерно одинаковые характеристики, но выпускаемых разными производителями, то и такие масла запрещено смешивать! Если в компрессоре залито масло одного производителя, а предполагается использовать масло другого производителя, то сначала нужно полностью слить одно масло, и только потом залить другое.
Миф четвертый: промышленный поршневой компрессор может использоваться на промышленном производстве для непрерывной работы
Поршневой компрессор в принципе не предназначен для непрерывной работы! Более того, если под непрерывной работой понимать постоянную (круглосуточную) работу в режиме нагнетания, то для нее не предназначен и винтовой компрессор.
Что касается поршневых компрессоров, то их деление по классам на бытовые, полупрофессиональные и промышленные связано, в первую очередь, с особенностями конструкции. К бытовым и полупрофессиональным компрессорам относят безмасляные и масляные модели с прямой передачей; к промышленным – масляные компрессоры с ременным приводом.
Другим существенным отличием между компрессорами разных классов является тип привода. Бытовые и полупрофессиональные компрессоры имеют прямой привод, представляющий собой жесткую связь между коленчатым валом поршневой группы и электродвигателем. Частота вращения ротора электродвигателя и коленчатого вала составляет около 3000 мин-1. Это приводит к достаточно быстрому нагреву поршневой группы. Для охлаждения электродвигателя и поршневой группы имеется вентилятор, но его небольшие размеры не позволяют осуществить эффективный отвод тепла.
Напротив, промышленные компрессоры имеют ременный привод, который позволяет существенно уменьшить число оборотов коленчатого вала. Это достигается установкой приводного шкива с диаметром, большим, чем диаметр шкива на электродвигателе. Средняя частота вращения коленчатого вала составляет 1000-1500 мин-1. Это приводит к уменьшению температуры, как поршневой группы, так и сжатого воздуха на выходе из нее. У компрессоров с ременным приводом функцию охлаждающего вентилятора выполняет приводной шкив поршневой группы, спицы которого одновременно являются лопастями. Снижение частоты вращения коленвала позволяет использовать промышленные компрессоры в более интенсивном режиме работы. Но в любом случае, их непрерывное использование на промышленном производстве недопустимо.
Миф пятый: производительность компрессора должна быть равна потреблению сжатого воздуха
Производительность поршневого компрессора является переменной величиной, зависящей от условий всасывания: давления и температуры окружающего воздуха. Поэтому, говоря о производительности, обязательно указывают условия всасывания. Для поршневых компрессоров, как правило, указывается теоретическая производительность.
Теоретическая производительность, или производительность на всасывании, равна объему, описываемому поршнем за единицу времени. В силу ряда конструктивных особенностей компрессорной группы, эта величина довольно существенно отличается от реальной производительности.
Поэтому реальная производительность поршневого компрессора (или, производительность на нагнетании) меньше теоретической производительности примерно на 20-30% (в зависимости от класса компрессора).
Кроме того, полученное значение производительности компрессора на нагнетании обязательно должно превышать величину реальной потребности в сжатом воздухе на 15-20%. В противном случае компрессор будет постоянно работать в режиме нагнетания, в результате чего он довольно быстро выйдет из строя.
Важно помнить, что номинальный режим работы поршневого компрессора – повторно-кратковременный с повторяемостью включения (ПВ) до 60%.
Миф шестой: чем больше у компрессора «голов» (цилиндров), тем лучше
Действительно: потребители довольно часто считают, что чем больше цилиндров, тем лучше (например, три цилиндра всегда лучше, чем два).

Это не совсем так. Гораздо важнее учитывать не число цилиндров, а число ступеней сжатия. Дело в том, что поршневые группы бывают одно-двух-и-многоступенчатыми. В чем же между ними различие?
Рассмотрим двухцилиндровые компрессорные группы. Они бывают одно-и-двухступенчатые.
Двухцилиндровая одноступенчатая группа имеет два цилиндра одинакового диаметра. Оба они, работая в противофазе, поочередно всасывают воздух, сжимают его до максимального давления и вытесняют в линию нагнетания.
Двухцилиндровая двухступенчатая группа также имеет два цилиндра, но уже разного диаметра. В цилиндре первой ступени воздух сжимается до некого промежуточного значения, затем охлаждается в межступенчатом охладителе и дожимается до максимального давления в цилиндре второй ступени. Роль межступенчатого охладителя выполняет специальная медная трубка. Она обеспечивает промежуточное охлаждение сжатого воздуха, благодаря чему процесс сжатия приближается к идеальному, повышая тем самым КПД поршневой группы.
Размеры (диаметры) цилиндров подобраны таким образом, чтобы на каждой ступени сжатия совершалась примерно одинаковая работа.
Двухцилиндровые двухступенчатые компрессорные группы имеют целый ряд преимуществ, как перед двухцилиндровыми одноступенчатыми группами, так и перед трехцилиндровыми одноступенчатыми группами:
-
при одной и той же мощности электродвигателя при двухступенчатом сжатии затрачивается меньше энергии, чем при одноступенчатом сжатии;
-
реальная производительность двухступенчатого компрессора выше примерно на 20%;
-
в двухступенчатом компрессоре температура в цилиндрах значительно ниже, что существенно повышает надежность и увеличивает ресурс поршневой группы.
Кроме того, двухцилиндровая двухступенчатая (2/2) компрессорная группа (с рядным расположением цилиндров) гораздо лучше динамически уравновешена, чем трехцилиндровая одноступенчатая (3/1) компрессорная группа (с W-образным расположением цилиндров).
Миф седьмой: давление поршневого компрессора должно соответствовать давлению, требуемому пневматическому оборудованию
Как производится выбор поршневого компрессора по давлению? Часто так: сначала определяют давление, необходимое потребителям сжатого воздуха, и потом на основании этой величины выбирают давление компрессора (иногда, при выборе закладывают небольшой запас по давлению).
Это не совсем правильно. Выбор компрессора по давлению должен осуществляться с учетом двух условий.
Во-первых, надо помнить, что в технических характеристиках компрессора указано его максимальное рабочее давление. Режим работы практически любого компрессора таков: накачав воздух до максимального рабочего давления Pmax, он отключается. Повторное его включение происходит после падения давления до давления включения Pmin. Разница между Pmax и Pmin обычно составляет 2 бар. Поэтому, если потребителям сжатого воздуха необходимо давление 6,5 бар, то использовать компрессор с Pmax = 8 бар нельзя, так как его Pmin = 6 бар.
А во-вторых, необходимо учитывать, что по пути сжатого воздуха от компрессора до потребителей происходит падение давления. Чем длиннее магистраль, чем больше в ней местных сопротивлений (запорной арматуры, уголков, тройников, различных фитингов и т.п.), тем падение давления выше. Кроме того, если сравнить два участка трубопровода одинаковой длины с разными диаметрами, например 1/2″ и 3/4″, то в «полдюймовой» трубе падение давления также будет выше. Падение давления происходит и в оборудовании для подготовки воздуха: при прохождении через осушитель на 0,2 бар, а при прохождении каждого их микрофильтров на 0,1…0,15 бар, причем по мере загрязнения фильтрующего элемента эта величина будет увеличиваться.
Поэтому при выборе максимального рабочего давления компрессора следует учитывать особенности конструкции пневматической магистрали и комплектность оборудования для подготовки сжатого воздуха.
Миф восьмой: если компрессор не нагнетает сжатый воздух, то он неисправен
Существует целый ряд ситуаций, когда технически исправный компрессор или вообще не работает, или, работает не надлежащим образом. Вот лишь некоторые из них.
Серьезной проблемой является пониженное напряжение в электросети (особенно в однофазной). «Симптомы» при этом могут быть различными. В одних случаях, сразу же «выбивает» тепловую защиту. В других, компрессор может нагнетать сжатый воздух до максимально рабочего давления, и отключаться после этого. Но затем при падении давления до давления включения, повторно он уже не включается. Часто при этом начинает «гудеть» электродвигатель. Если в данной ситуации не отключить установку, то двигатель может сгореть.
Определенные проблемы возникают и при подключении компрессора через удлинитель. Чем длиннее провод, и чем меньше площадь его поперечного сечения, тем выше вероятность того, что компрессор не включится. Поэтому желательно избегать подключения компрессора через удлинитель, длина которого превышает 2-3 метра.
При подключении поршневого компрессора в трехфазную сеть необходимо обращать внимание на направление вращения шкивов компрессорной группы и электродвигателя (правильное направление вращения обязательно указано). Если на этом этапе допустить ошибку, то компрессор будет работать, и чисто визуально можно даже не заметить, что его производительность ниже паспортного значения. Проблема в этом случае в том, что вращение шкива компрессорной группы (являющегося и вентилятором) в противоположном направлении не обеспечивает ее охлаждение. Поэтому, даже если компрессор и будет работать, то работать он будет недолго. Из-за перегрева компрессорной группы он сначала «погонит» масло в систему, а потом из-за отсутствия смазки и должного охлаждения поршень заклинит в цилиндре, и компрессорная группа выйдет из строя.
Миф девятый: после покупки поршневого компрессора о нем можно забыть
Как правило, совсем о компрессоре не забывают, хотя и такое случается. Но довольно часто потребители считают, что обслуживание поршневого компрессора заключается лишь в проведении периодического технического обслуживания, в которое входит замена масла и картриджа воздушного фильтра. Однако помимо проведения регламентного технического облуживания, необходимо регулярно выполнять следующие операции:

-
контролировать уровень масла, и в случае необходимости доливать его;
-
контролировать натяжение приводного ремня;
-
периодически сливать конденсат из ресивера (если нет желания делать это, то можно поставить на ресивер автоматический клапан слива);
-
чистить (продувать сжатым воздухом) компрессорную группу;
-
контролировать состояние резьбовых соединений.
Кроме того, в зависимости от условий эксплуатации, но не реже одного раза в месяц, следует продувать сжатым воздухом картридж воздушного фильтра.
Миф десятый: если компрессор «гонит» масло и влагу, то он неисправен
Очень часто потребители считают, что если в сжатом воздухе после поршневого компрессора присутствуют влага и масло, то компрессор неисправен. Это большое заблуждение.
Конечно, если уровень масла ежедневно уменьшается настолько, что приходится доливать его «стаканами», то это верный признак того, что компрессор неисправен. Но с другой стороны, надо понимать, что естественный унос компрессорного масла – явление вполне нормальное. Существуют даже нормативы по содержанию масла в сжатом воздухе после поршневого компрессора (порядка 25-30 мг/м3).
Это же касается содержания в сжатом воздухе влаги. Если после компрессора не установлен осушитель (рефрижераторный или адсорбционный), то влага в сжатом воздухе будет обязательно присутствовать. Установка после компрессора различных влагоотделителей и циклонных сепараторов проблему удаления влаги решает лишь отчасти.
Здесь же можно отметить еще одно довольно частое заблуждение. Многие потребители считают, что при использовании безмасляного компрессора они получат сжатый воздух с высокой степенью чистоты.
Это не совсем так. Да, действительно, использование безмасляного компрессора предполагает отсутствие в сжатом воздухе масла. Но в воздухе по-прежнему будет присутствовать влага. Попадая в ресивер, влага вступает во взаимодействие с его внутренней поверхностью, что приводит к образованию ржавчины, которая, со временем, обязательно попадет в сжатый воздух. Исключение – медицинские компрессоры, которые имеют специальную антикоррозионную обработку внутренней поверхности ресивера (и, соответственно, более высокую цену). При использовании таких компрессоров на выходе из них в сжатом воздухе будет присутствовать только влага.
* по материалам сайта fiak.ru
Как узнать реальную производительность компрессора на выходе?
Часто при выборе компрессора, к примеру, для работы с хоппер ковшом, мы видим, что в технических характеристиках производители указывают производительность только на входе компрессора. Т.е на шильдике к примеру пишут – производительность 400 л/мин. А так ли это на самом деле? Как бы странно это ни звучало, но и да, и нет. Давайте разбираться.
Характеристика на входе рассчитывается производителем исходя из полезного объёма цилиндра(ов) и количества оборотов двигателя в минуту. Проще говоря – если рассматривать литры в минуту, то это значит, сколько оборотов сделал двигатель, столько раз поршень выдавил из цилиндра весь его объём в течении минуты. И этот расчёт будет верен только при нулевом давлении в ресивере, когда сжатый воздух не накапливается в нём, а просто выходит в атмосферу. Но воздух, накапливаясь в ресивере, создаёт избыточное давление и чем оно выше, тем ниже производительность на выходе. В реальности она может колебаться от -25 до -55%, от заявленной на входе. Более того в зависимости от влажности и температуры окружающей среды производительность одного и того же компрессора может отклоняться в большую или меньшую сторону. Также на этот показатель влияет степень засорения воздушных фильтров.
Так как же высчитать реальную производительность на выходе? Увы, узнать это можно только когда у вас будет возможность включить компрессор. Рассчитывается она так:
Ратм*Vл/ Тмин= производительность на выходе л/мин
Где: Ратм – максимальное давление компрессора
Vл – объём ресивера в литрах
Тмин –время работы в минутах которое потратит компрессор на накачку ресивера от 0 до 8 (10)атмосфер
Для наглядности мы провели замеры на поршневых компрессорах с прямым приводом, с одним и двумя цилиндрами.
Первый – одноцилиндровый компрессор торговой марки «ENHEL» с объёмом ресивера 24л., на входе 206л/мин, 8 атм. накачивает ресивер от 0 до 8 атм за 1 минуту 23 секунды. Сначала переведём секунды в обычное число 23/60= 0,383мин., прибавляем 1 минуту, получается 1,383мин. (можно также перевести все время в секунды и разделить на 60, к примеру (60+23)/60=1,383 )
Далее подставляем формулу 8*24/1,383=138,8 л/мин. Это и есть реальная производительность на выходе на 8 атм. Как видно заявленная на входе производитель 206 л/мин. по факту оказалась -33% ,что кстати является очень хорошим показателем.
Второй – двух цилиндровый компрессор «ECO» 70л, 440 л/мин , также на 8 атм., показал достаточно неожиданный результат. От 0 до 8 атм. Компрессор накачал за 2 минуты 34 секунды 8*70/ (154/60) =218,2 л/мин. Т.е. на 8 атм разница меду производительностью на входе и выходе составила -50%.
Как видите, не факт, что удвоенные показатели производительности на входе дадут также удвоенные показатели на выходе. Поэтому ещё раз повторюсь, узнать реальную производительность на выходе можно только включив компрессор и сделав контрольные замеры.
Стоит отметить также тот факт, что установка дополнительных фильтров, сепараторов, маслоотделителей и других элементов, может дополнительно снижать давление на выходе компрессора, что косвенно влияет на его производительность. И если, к примеру, для покраски автомобилей это оправдано, то дополнительные фильтры при работе с хоппер ковшом будут только мешать его работе.
Также часто задают вопрос – должна ли производительность быть выше потребления. В идеале это было бы очень хорошо, т.к. чем она больше, тем комфортнее и быстрее идёт работа. Но по факту это не всегда оправдано. Всё зависит от того в каком темпе вы работаете. Если вы работаете степенно и не спеша, при этом компрессор успевает отдыхать некоторое время, то можно работать и с небольшим компрессором
Надеемся эта статья была полезной для Вас.
С уважением, коллектив компании «Рик-сталь»
Как выбрать компрессор
Выбирая компрессор для домашнего или профессионального использования , следует понимать, что в действительности вы приобретаете сжатый воздух в объеме достаточном для удовлетворения ваших специфических нужд: подкачки шин, продувки воздухом труднодоступных полостей, выполнения покрасочных работ, подключения пневмоинструмента и т.д.
С этой точки зрения самым важным параметром компрессора становится его производительность (а не объем ресивера, как считают многие), которая выражается в нагнетаемом рабочем давлении и объеме воздуха, производимого компрессором в единицу времени.
| Тип инструмента |
Рабочее давление, бар |
Потребление воздуха, л/мин |
|---|---|---|
| Краскопульт | 2,0-3,0 | 250-350 |
| Аэрограф | 0,5-1,5 | 10-25 |
| Пистолет обдува воздухом | 6,0 | 150 |
| Моечный пистолет | 6,0 | 100-200 |
| Пистолет подкачки шин | 6,0 | 180 |
| Пневмошлифмашина | 6,3 | 600-1500 |
| Скобо/гвоздезабивной пистолет | 5,0-7,0 | 20-50 |
| Пневмогайковерт | 6,3 | 120-200 |
| Молоток отбойный | 5,0 | 1200-1800 |
Производительность
Чтобы понять, какая производительность компрессора вас интересует, вы должны ответить на вопрос:
- Какой инструмент будет к нему подключаться;
- Сколько единиц инструмента будет работать одновременно;
- Как часто и с какой продолжительностью вы планируете работать с данным инструментом.
При этом следует иметь в виду, что поршневой компрессор представляет собой простейшую систему сжатия воздуха, допускающую множество потерь и утечек, поэтому его КПД составляет 65-70% от входящего потока воздуха. А в технических характеристиках таких компрессоров производитель указывает именно объем входящего потока.
Кроме того, поршневой компрессор нагнетает воздух в ресивер до достижения рабочего давления. После чего отключается. При падении давления более чем на 20% (как правило 2 бар) он автоматически включается и работает до тех пор, пока давление снова не поднимется до максимального. Таким образом при паспортном давлении компрессора 10 бар его реальный рабочий диапазон будет варьироваться между 8 и 10 бар, а при большой длине пневмомагистрали и установке дополнительного оборудования для осушки-очистки воздуха — и того меньше.
Типовой расчет необходимой производительности компрессора будет выглядеть следующим образом: при одновременном подключении нескольких потребителей к системе их воздухопотребление суммируется, а минимальное рабочее давление устанавливается на уровне максимального из них.
Так, для СТО с тремя постами, два из которых оборудованы пистолетами подкачки шин и пневмогайковертами, а третий – краскораспылителем, общее потребление составит: 200+200+350 = 750 л/мин. Здесь мы пренебрегаем потреблением пистолета подкачки шин, т.к. потребление пневмогайковерта на том же посту больше, а одновременно на одном посту они работать не могут. Для обеспечения потребности в сжатом воздухе подобного СТО потребуется компрессор мощностью: 750 / 0,65 (КПД компрессорной головки) = 1153 л/мин и давлением не менее 8 бар (в идеале – 10 бар).
Качество сжатого воздуха

Львиная доля поршневых компрессоров, используемых по всему миру, являются масляными. Это значит, что смазывание цилиндров и поршневых колец, их охлаждение и уплотнение рабочих зазоров происходит за счет впрыска масла во всасываемый воздух. Поэтому сжатый воздух на выходе будет неизбежно нести в себе до 3 мг/м3 масла, что абсолютно безопасно при использовании воздуха для технических целей (подкачка шин, покраска, работа пневмоинструмента) однако исключает их использование в медицине и пищевой промышленности.
Если вы предъявляете повышенные требования к качеству сжатого воздуха, то на выходе из компрессора можно:
- установить масловлагоотделитель, который значительно снизит процент примесей. Это дешево, практично, но требует периодической замены и убирает не более 98% примесей;
- оборудовать компрессор осушителем холодильного типа. Стоимость такого осушителя будет сопоставима со стоимостью компрессора, он не требует чистки или обслуживания, убирает до 100% влаги и 98% масла из сжатого воздуха;
- использовать специализированные безмаслянные компрессоры, которые полностью исключают наличие масляных примесей в воздухе, но все также бессильны против влаги.
 Объем ресивера
Объем ресивера
 Объем ресивера
Объем ресивераСледующим этапом необходимо определить требуемый объем ресивера. Дело в том, что поршневой компрессор не может работать непрерывно. В режиме нагнетания он существенно нагревается и требует периодического охлаждения в состоянии покоя. Считается, что время непрерывной работы поршневого компрессора не должно превышать 30 мин. А общее время работы в течение суток – не более 12 часов. Соотношение времени нагнетания к времени охлаждения компрессора соотносится как 60/40.
В идеальном случае объем ресивера должен быть рассчитан таким образом, чтобы при заданном воздухопотреблении и не работающей компрессорной головке падение давления на 2 бар происходило не быстрее 2-х минут, которые необходимы для остывания головки.
Допустим на нашем компрессоре будет установлен ресивер 500л. При стартовом давлении 10 бар, в нем будет сжат десятикратный объем воздуха. При падении давления до 8 бар в ресивере останется восьмикратный объем воздуха. Т.е. допустимый расход воздуха составит 2*500 = 1000л. Общее потребление пневмоинструмента нашего СТО составляет 750 л/мин. Соответственно ресивер в 500л. обеспечивает непрерывную работу указанного оборудования в течение 1,3 мин. Что, конечно меньше, чем 2 мин. Но тяжело представить беспрерывную работу двух пневмогайковртов в течение двух минут. Поэтому ресивер 500л. для данной компрессорной установки можно считать достаточным.
Подобным способом рассчитывается минимальный объем ресивера, который применяется при равномерном по времени расходе сжатого воздуха. Если же возможны пиковые нагрузки, когда потребление воздуха будет превышать производительность компрессорной головки, необходимо устанавливать больший ресивер. Также возможна установка дополнительного ресивера в пневмомагистрали или дублирующего компрессора, который будет автоматически включаться в пиковые часы.
Тип компрессорной головки
 Следующим важным элементом при выборе компрессора является тип компрессорной головки. По расположению цилиндров головки делятся на рядные и V-образные.
Следующим важным элементом при выборе компрессора является тип компрессорной головки. По расположению цилиндров головки делятся на рядные и V-образные.
Рядные головки благодаря своему вертикальному расположению во время работы меньше подвержены трению и поэтому считаются более долговечными. V-образные головки в то же время считаются более производительными.
Ремонт и Техническое обслуживание
И последнее, что необходимо иметь ввиду — поршневой компрессор, требует периодического технического обслуживания и ремонта. Периодичность ТО составляет 1-2 раза в год в зависимости от интенсивности работы и подразумевает замену масла и воздушного фильтра. Необходимость ремонта возникает каждые три-пять лет и определяется тем, что у поршневого компрессора имеется множество деталей, подверженных естественному износу (поршневые кольца, вкладыши и т.д.) Однако ремонт этот настолько прост, что может быть выполнен собственными силами. И принципиальным моментом тут будет наличие запасных частей. Поэтому мы рекомендуем выбирать компрессоры отечественного производства – Ремеза. При их производстве используются высококачественные импортные комплектующие, которые имеются в постоянном наличии на складе. Кроме того по всей стране имеется сеть сертифицированных сервисных центров, способных выполнить ремонт компрессора Ремеза любой сложности. Чего не скажешь о компрессорах импортного производства.
В заключение, для того чтобы облегчить Вам выбор, приведем перечень типовых компрессоров Ремеза, предназначенных для использования в различных условиях:
| Типовое назначение | Марка компрессора |
Характеристики компрессора |
|---|---|---|
| Домашнее использование: подкачка шин, продув воздухом, подключение непрофессионального пневмоинструмента. | СБ4/С-24.GM193 | 8 бар, 240 л/мин, V=24л |
| Домашнее использование: покрасочные работы с помощью краскопульта | СБ4/С-50.GM244 | 8 бар, 260 л/мин, V=50л. |
| Профессиональное использование: кровельные и фасадные работы с использованием скобо/гвоздезабивного пистолета (подключение до трех пистолетов одновременно) | СБ4/С-50.АВ360А | 10 бар, 360 л/мин V=50л. |
| Профессиональное использование: покраска стен с помощью краскопульта (один краскопульт) | СБ4/С-100.АВ360А | 10 бар, 360 л/мин, V=100л. |
| Профессиональное использование: кузовной цех (один пост), шиномонтаж (до двух постов) | СБ4/C-100.LB30А | 10 бар, 420 л/мин, V=100л. |
| Профессиональное использование: кузовной цех (до двух постов), шиномонтаж (до трех постов) | СБ4/Ф-500.АВ850 | 10 бар, 850 л/мин, V=500л. |
| Профессиональное использование: шиномонтаж (до пяти постов), работа с пневошлифмашиной, отбойным молотком и другим высокопроизводительным оборудованием | СБ4/Ф-500.LT-100 | 10 бар, 1400 л/мин, V=500л. |